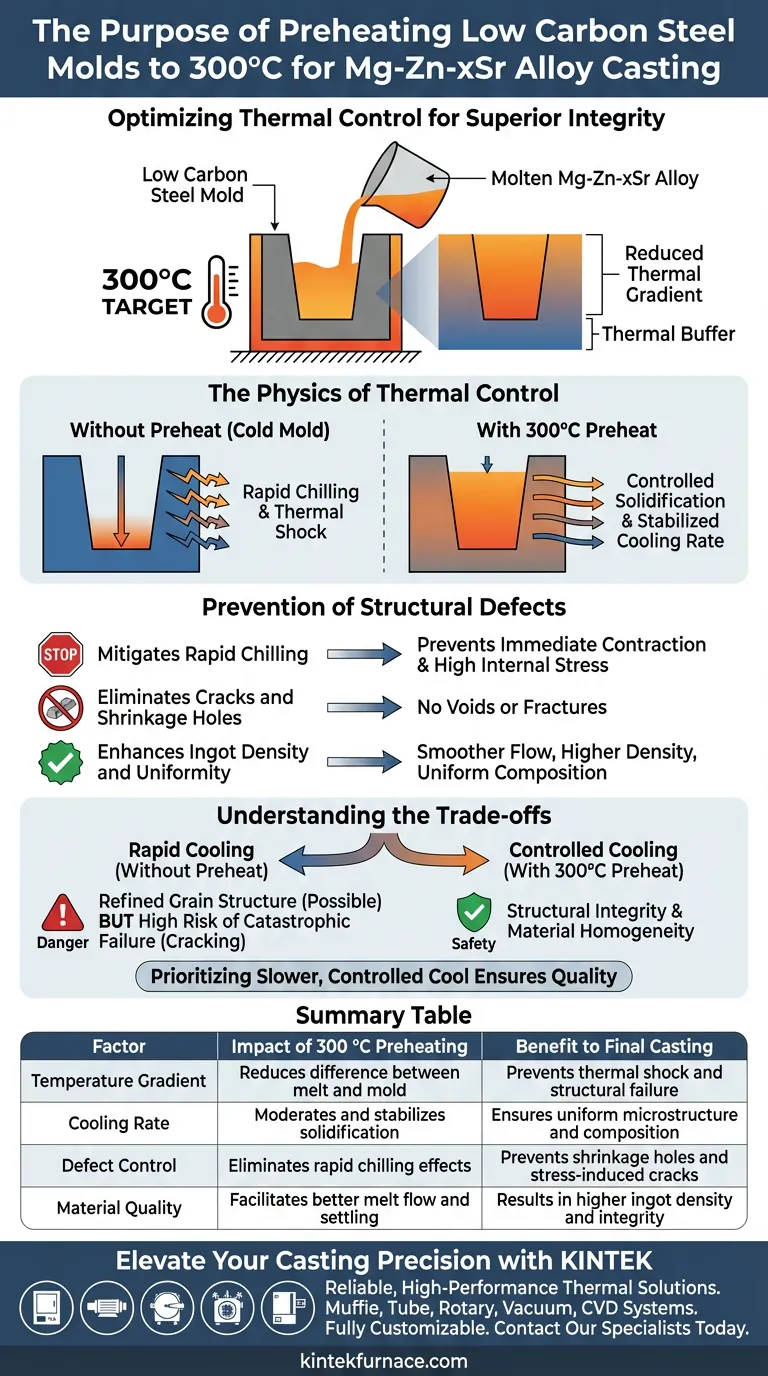
Lo scopo principale del preriscaldamento degli stampi in acciaio a basso tenore di carbonio a 300 °C è ridurre significativamente la differenza termica tra la lega fusa Mg-Zn-xSr e la superficie dello stampo. Questo passaggio critico modera la velocità di raffreddamento, prevenendo il rapido raffreddamento che porta a guasti strutturali.
Il preriscaldamento funge da tampone termico che salvaguarda l'integrità della fusione. Stabilizzando il gradiente di temperatura, si garantisce la produzione di lingotti ad alta densità privi di porosità da ritiro e crepe.
La Fisica del Controllo Termico
Riduzione del Gradiente di Temperatura
Quando il metallo fuso entra in uno stampo freddo, l'estrema differenza di temperatura crea uno shock termico.
Il preriscaldamento dello stampo a 300 °C colma questo divario. Questa riduzione del gradiente di temperatura è il meccanismo fondamentale che consente un processo di solidificazione controllato piuttosto che un congelamento caotico.
Regolazione della Velocità di Raffreddamento
La qualità di una fusione di lega di magnesio dipende in gran parte dalla velocità con cui si raffredda.
Se lo stampo è troppo freddo, la superficie esterna del fuso si solidifica istantaneamente mentre il centro rimane liquido. Il preriscaldamento garantisce che la velocità di raffreddamento sia graduale e costante in tutto il lingotto, prevenendo la solidificazione non uniforme.
Prevenzione dei Difetti Strutturali
Mitigazione del Raffreddamento Rapido
Il raffreddamento rapido si verifica quando il fuso entra in contatto con una superficie fredda, causando una contrazione immediata.
Questo fenomeno introduce elevate sollecitazioni interne nel materiale. Preriscaldando lo stampo, si eliminano le condizioni che causano questa rapida contrazione che induce sollecitazioni.
Eliminazione di Crepe e Porosità da Ritiro
I sintomi più comuni di una gestione termica impropria sono vuoti fisici e fratture.
Senza il preriscaldamento a 300 °C, la lega è incline a formare porosità da ritiro e crepe. Questi difetti compromettono la resistenza meccanica del prodotto finale e spesso comportano scarti.
Miglioramento della Densità e Uniformità del Lingotto
Oltre a prevenire le crepe, il controllo termico influisce direttamente sulla microstruttura.
Uno stampo preriscaldato facilita un flusso e un assestamento più fluidi del fuso. Ciò si traduce in un lingotto con maggiore densità e una composizione più uniforme, garantendo che la lega Mg-Zn-xSr funzioni come previsto.
Comprensione dei Compromessi
L'Equilibrio della Velocità di Raffreddamento
Sebbene un raffreddamento rapido possa talvolta affinare la struttura dei grani, è pericoloso per queste leghe specifiche in stampi d'acciaio.
Il compromesso qui è sacrificare l'estrema velocità di raffreddamento per l'integrità strutturale. Dare priorità a un raffreddamento più lento e controllato tramite preriscaldamento evita le modalità di guasto catastrofiche (crepe) associate a un raffreddamento rapido e incontrollato.
Precisione del Processo
Il controllo della temperatura deve essere preciso.
Il preriscaldamento non serve semplicemente a "riscaldare" lo stampo; richiede il raggiungimento del bersaglio specifico di 300 °C. Deviare in modo significativo al di sotto di questa temperatura rischia di reintrodurre i difetti che il processo è progettato per evitare.
Ottimizzazione della Strategia di Colata
Per garantire fusioni di leghe Mg-Zn-xSr di alta qualità, applica questi principi in base ai tuoi obiettivi di qualità specifici:
- Se il tuo obiettivo principale è l'Integrità Strutturale: la rigorosa aderenza al preriscaldamento a 300 °C è non negoziabile per prevenire fratture da stress e crepe.
- Se il tuo obiettivo principale è l'Omogeneità del Materiale: utilizza il preriscaldamento per garantire che la composizione rimanga uniforme in tutta la sezione trasversale del lingotto.
La coerenza nella preparazione dello stampo è la variabile più efficace per ridurre i tassi di scarto nella colata di leghe di magnesio.
Tabella Riassuntiva:
| Fattore | Impatto del Preriscaldamento a 300 °C | Beneficio alla Fusione Finale |
|---|---|---|
| Gradiente di Temperatura | Riduce la differenza tra fuso e stampo | Previene shock termico e guasti strutturali |
| Velocità di Raffreddamento | Modera e stabilizza la solidificazione | Garantisce microstruttura e composizione uniformi |
| Controllo dei Difetti | Elimina gli effetti del raffreddamento rapido | Previene porosità da ritiro e crepe indotte da stress |
| Qualità del Materiale | Facilita un migliore flusso e assestamento del fuso | Risulta in una maggiore densità e integrità del lingotto |
Migliora la Precisione della Tua Colata con KINTEK
Ottenere il perfetto tampone termico a 300 °C richiede attrezzature affidabili e ad alte prestazioni. Supportato da ricerca e sviluppo e produzione esperti, KINTEK offre una gamma completa di sistemi Muffle, Tube, Rotary, Vacuum e CVD, oltre a forni speciali ad alta temperatura per laboratori, tutti completamente personalizzabili per soddisfare le tue esigenze metallurgiche uniche.
Non lasciare che lo stress termico comprometta la qualità della tua lega Mg-Zn-xSr. Contatta i nostri specialisti oggi stesso per trovare la soluzione termica ideale per il tuo laboratorio e garantire risultati privi di difetti e ad alta densità ogni volta.
Guida Visiva
Riferimenti
- Hongxuan Liu, Jingzhong Xu. Discharge Properties and Electrochemical Behaviors of Mg-Zn-xSr Magnesium Anodes for Mg–Air Batteries. DOI: 10.3390/ma17174179
Questo articolo si basa anche su informazioni tecniche da Kintek Furnace Base di Conoscenza .
Prodotti correlati
- Disiliciuro di molibdeno MoSi2 Elementi riscaldanti termici per forni elettrici
- Forno per il trattamento termico sottovuoto del molibdeno
Domande frequenti
- Quali sono i tipi comuni e le corrispondenti temperature di esercizio degli elementi riscaldanti in MoSi2? Scegli l'elemento giusto per il tuo processo
- Quali sono le proprietà del disilicuro di molibdeno (MoSi2) che lo rendono adatto per applicazioni ad alta temperatura? Scopri la sua resilienza alle alte temperature
- Quali sono le applicazioni degli elementi riscaldanti al disilicuro di molibdeno? Ottenere una stabilità termica estrema per i processi industriali
- Quali sono i vantaggi della lunga durata degli elementi riscaldanti in MoSi2? Aumenta l'efficienza e riduci i costi
- Come influisce l'atmosfera operativa sugli elementi riscaldanti in MoSi2? Massimizzare temperatura e durata

