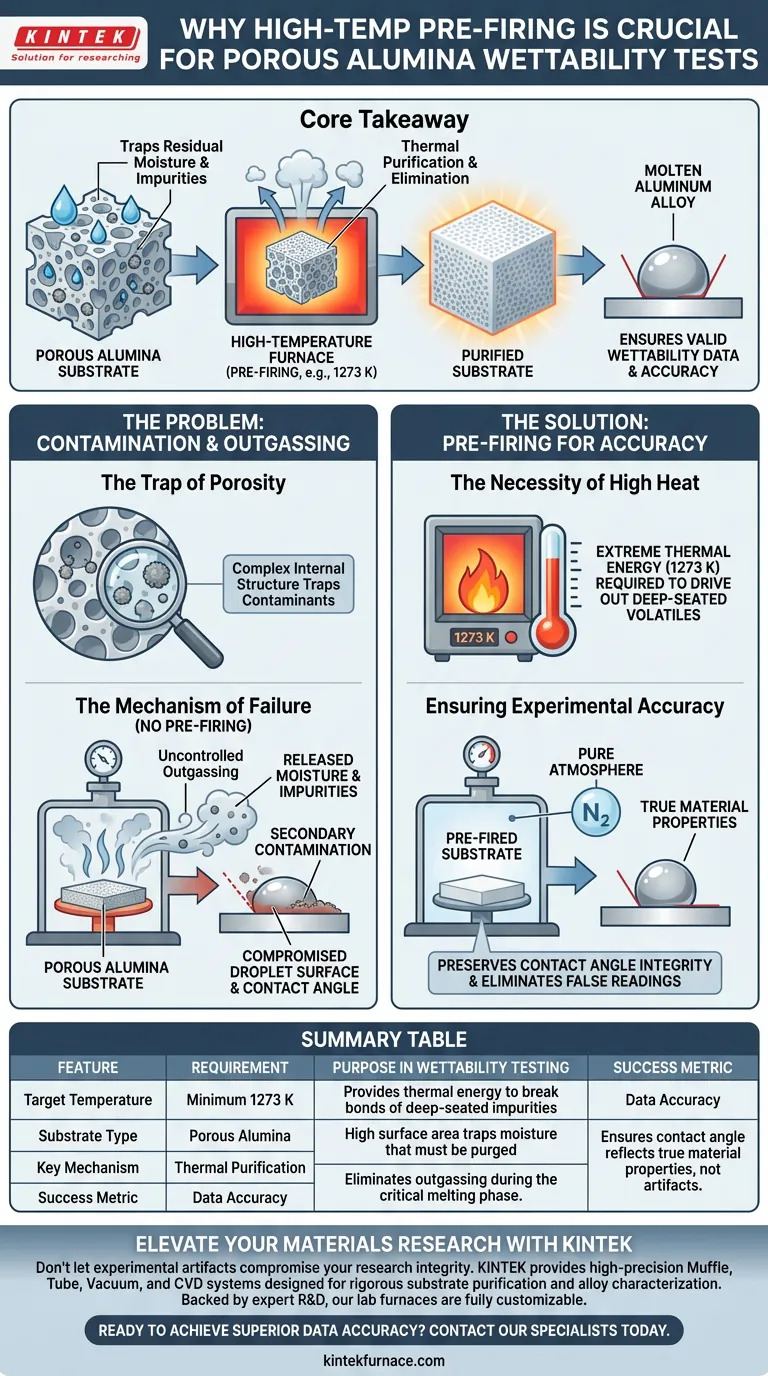
L'uso di un forno ad alta temperatura per la pre-cottura dei substrati di allumina porosa è un passaggio di purificazione obbligatorio richiesto per garantire la validità dei dati di bagnabilità. Questo trattamento termico, spesso condotto a temperature come 1273 K, è l'unico metodo efficace per eradicare completamente l'umidità residua e le impurità latenti intrappolate nella struttura porosa della ceramica. Senza questo spurgo preliminare, questi contaminanti verrebbero rilasciati durante l'esperimento, compromettendo l'ambiente chimico e l'integrità della goccia di lega di alluminio.
Concetto chiave La funzione principale della pre-cottura è prevenire il degasaggio durante la fase di test. Eliminando in anticipo umidità e impurità, si evita la contaminazione secondaria dell'atmosfera sperimentale e della superficie della goccia, garantendo che le misurazioni di bagnabilità riflettano le vere proprietà dei materiali piuttosto che artefatti sperimentali.

La Fisica della Contaminazione nelle Ceramiche Porose
La Trappola della Porosità
I substrati di allumina porosa possiedono naturalmente un'elevata area superficiale e una complessa struttura interna. Sebbene vantaggiosa per alcune applicazioni, questa struttura agisce come una trappola per i contaminanti ambientali.
Umidità Residua e Impurità
I contaminanti più comuni sono l'umidità residua assorbita dall'aria e le impurità volatili residue dalla produzione o dalla manipolazione. Queste sostanze sono spesso alloggiate in profondità nei pori, rendendole impossibili da rimuovere mediante semplice pulizia superficiale o asciugatura a bassa temperatura.
La Necessità di un Calore Elevato
Per espellere completamente questi volatili intrappolati, è necessaria un'energia termica estrema. Un'impostazione del forno ad alta temperatura, specificamente intorno a 1273 K, fornisce l'energia necessaria per rompere i legami che trattengono queste impurità e forzarle completamente fuori dal substrato.
Il Meccanismo di Fallimento: Degasaggio
Rilascio Incontrollato
Se un substrato non viene pre-cotto, le alte temperature richieste per fondere la lega di alluminio durante il test effettivo attiveranno involontariamente il processo di purificazione. L'umidità e le impurità intrappolate vaporizzeranno ed espanderanno, uscendo dai pori in un fenomeno noto come degasaggio.
Contaminazione Secondaria
Questo gas rilasciato non scompare semplicemente; entra nell'ambiente sperimentale circostante. Ciò si traduce in una contaminazione secondaria dell'atmosfera di test, che è spesso un ambiente attentamente controllato di vuoto o gas inerte.
Compromissione della Superficie della Goccia
Soprattutto, i vapori degassati interagiscono direttamente con la goccia di alluminio fuso. Questa interazione altera la chimica superficiale della goccia, portando a ossidazione o altre reazioni che cambiano fondamentalmente il modo in cui il liquido interagisce con il substrato solido.
Garantire l'Accuratezza Sperimentale
Preservare l'Integrità dell'Angolo di Contatto
La bagnabilità è caratterizzata dalla misurazione dell'angolo di contatto della goccia sul substrato. Questa misurazione è altamente sensibile alla tensione superficiale e all'omogeneità chimica.
Eliminare Letture False
Qualsiasi contaminazione della superficie della goccia introduce variabili che distorcono l'angolo di contatto. Pre-cuocendo il substrato, si garantisce che il comportamento di bagnatura osservato sia intrinseco alla lega e all'allumina, garantendo l'accuratezza dei risultati di misurazione.
Errori Comuni da Evitare
Temperatura Insufficiente
La pre-cottura a temperature significativamente inferiori a 1273 K potrebbe non riuscire a rimuovere tutte le impurità profonde. La rimozione parziale può essere ingannevole, poiché il degasaggio può ancora verificarsi una volta che la temperatura sperimentale aumenta, rovinando i dati durante la fase critica di fusione.
Ignorare la Tempistica
La pre-cottura dovrebbe essere vista come un precursore immediato del test. Lasciare che un substrato poroso pre-cotto rimanga esposto all'aria ambiente per periodi prolungati consente il riassorbimento dell'umidità, annullando i benefici del trattamento del forno.
Fare la Scelta Giusta per il Tuo Esperimento
Per garantire che la tua caratterizzazione della bagnabilità produca dati affidabili e pubblicabili, attieniti ai seguenti protocolli:
- Se il tuo obiettivo principale è l'Accuratezza dei Dati: Assicurati che il tuo protocollo del forno raggiunga almeno 1273 K per garantire l'eliminazione totale dell'umidità profonda.
- Se il tuo obiettivo principale è il Controllo dell'Atmosfera: Riconosci che il degasaggio del substrato è una delle principali cause di degrado del vuoto; la pre-cottura è la difesa primaria contro questo.
In definitiva, la pre-cottura ad alta temperatura non è semplicemente un passaggio di pulizia; è un controllo fondamentale per garantire che i tuoi risultati misurino il materiale, non l'umidità.
Tabella Riassuntiva:
| Caratteristica | Requisito | Scopo nel Test di Bagnabilità |
|---|---|---|
| Temperatura Obiettivo | Minimo 1273 K | Fornisce energia termica per rompere i legami delle impurità profonde |
| Tipo di Substrato | Allumina Porosa | L'elevata area superficiale intrappola l'umidità che deve essere rimossa |
| Meccanismo Chiave | Purificazione Termica | Elimina il degasaggio durante la fase critica di fusione |
| Metrica di Successo | Accuratezza dei Dati | Garantisce che l'angolo di contatto rifletta le vere proprietà del materiale, non artefatti |
Eleva la Tua Ricerca sui Materiali con KINTEK
Non lasciare che artefatti sperimentali compromettano l'integrità della tua ricerca. KINTEK fornisce sistemi Muffle, a Tubo, Sottovuoto e CVD ad alta precisione progettati per soddisfare le rigorose esigenze termiche di purificazione dei substrati e caratterizzazione delle leghe. Supportati da R&S e produzione esperte, i nostri forni ad alta temperatura da laboratorio sono completamente personalizzabili per i tuoi profili di riscaldamento specifici.
Pronto a ottenere un'accuratezza dei dati superiore?
Contatta oggi i nostri specialisti per trovare la tua soluzione di forno personalizzata.
Guida Visiva
Riferimenti
- Chukwudalu Uchenna Uba, Jonathan Raush. Quantification of Wettability and Surface Tension of Liquid Aluminum 7075 Alloy on Various Substrates. DOI: 10.3390/jmmp9050165
Questo articolo si basa anche su informazioni tecniche da Kintek Furnace Base di Conoscenza .
Prodotti correlati
- Forno tubolare da laboratorio ad alta temperatura da 1400℃ con tubo in allumina
- Forno tubolare da laboratorio ad alta temperatura 1700℃ con tubo in allumina
- Forno a muffola ad alta temperatura per il laboratorio di deceraggio e pre-sinterizzazione
- Forno a Muffola da 1200℃ per Laboratorio
- 2200 ℃ Forno per il trattamento termico e la sinterizzazione sotto vuoto del tungsteno
Domande frequenti
- Quali fattori considerare nella scelta di una fornace a tubo ad alta temperatura? Garantire precisione e affidabilità per il tuo laboratorio
- In che modo un forno tubolare di laboratorio ad alta temperatura contribuisce alla conversione delle fibre elettrofilate? Approfondimenti degli esperti
- Come un forno tubolare ad alta temperatura facilita la diffusione allo stato fuso dello zolfo? Riscaldamento di precisione per catodi PCFC/S
- Quale ruolo svolgono i forni a scatola o a tubo ad alte prestazioni nella sinterizzazione LATP? Padronanza della densificazione e della conducibilità ionica
- Perché è necessario un forno tubolare ad alta temperatura per la calcinazione di NiWO4? Ottenere materiali catodici ad alte prestazioni



















