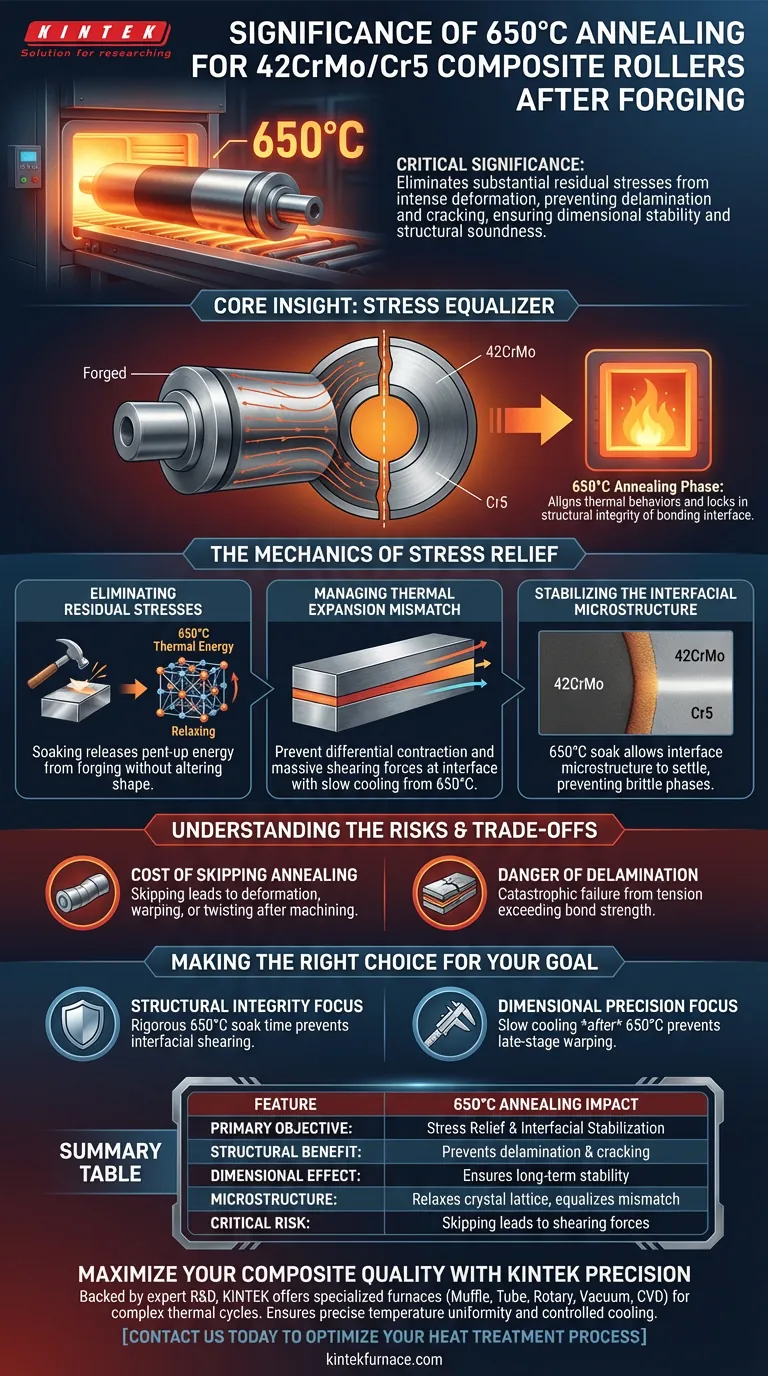
Il significato critico della ricottura dei rulli compositi 42CrMo/Cr5 a 650°C risiede nell'eliminazione delle notevoli tensioni residue create durante l'intensa deformazione della forgiatura. Mantenendo questa temperatura costante e facendola seguire da un raffreddamento lento, si impedisce ai materiali compositi di delaminarsi o creparsi, garantendo così che il componente rimanga dimensionalmente stabile e strutturalmente solido.
Concetto chiave Il processo di forgiatura lascia i metalli compositi in uno stato di elevata sollecitazione con tensioni interne non corrispondenti. La fase di ricottura a 650°C agisce come un "equalizzatore di stress", consentendo ai diversi strati metallici di allineare i loro comportamenti termici e bloccando l'integrità strutturale dell'interfaccia di incollaggio.
La meccanica del rilascio delle tensioni
Eliminazione delle tensioni residue
La forgiatura comporta una deformazione meccanica ad alta pressione, che spesso avviene dopo il riscaldamento del semilavorato a temperature fino a 1150°C. Ciò crea un'energia interna e una tensione significative all'interno della struttura molecolare del metallo.
La permanenza del rullo a 650°C fornisce l'energia termica necessaria affinché il reticolo cristallino si rilassi. Ciò rilascia l'energia accumulata dal processo di forgiatura senza alterare la forma fondamentale del rullo.
Gestione della discrepanza di espansione termica
La sfida principale di un rullo composito (42CrMo combinato con Cr5) è che questi due materiali distinti si espandono e si contraggono a velocità diverse.
Se il rullo si raffredda in modo incontrollato dalla temperatura di forgiatura, un metallo si contrae più velocemente dell'altro. Questa contrazione differenziale genera enormi forze di taglio all'interfaccia dove i metalli si incontrano.
Stabilizzazione della microstruttura interfacciale
La permanenza a 650°C è specificamente mirata a stabilizzare il legame tra il nucleo e lo strato composito.
Mantenendo questa temperatura, si consente alla microstruttura all'interfaccia di stabilizzarsi in un equilibrio stabile. Ciò impedisce la formazione di fasi fragili o micro-crepe che potrebbero propagarsi e causare guasti sotto carico.
Comprendere i rischi e i compromessi
Il costo del salto della ricottura
È spesso allettante accelerare la produzione accorciando il ciclo di raffreddamento. Tuttavia, nella produzione di compositi, questo è un errore fatale.
Saltare o affrettare la fase dei 650°C si traduce quasi invariabilmente in deformazioni. Le tensioni interne si allenteranno alla fine, causando la deformazione o la torsione del rullo dopo il completamento della lavorazione meccanica.
Il pericolo di delaminazione
Il rischio più grave è la fessurazione catastrofica o la delaminazione.
Senza l'equalizzazione fornita dal forno di ricottura, la tensione tra il nucleo 42CrMo e lo strato esterno Cr5 può superare la resistenza del legame. Ciò fa sì che gli strati si separino, rendendo la costosa forgiatura una perdita totale.
Fare la scelta giusta per il tuo obiettivo
Per garantire la longevità e le prestazioni dei tuoi rulli compositi, devi dare priorità al ciclo termico rispetto alla velocità di produzione.
- Se il tuo obiettivo principale è l'integrità strutturale: una rigorosa aderenza al tempo di permanenza a 650°C è non negoziabile per prevenire il taglio interfacciale.
- Se il tuo obiettivo principale è la precisione dimensionale: assicurati che la fase di raffreddamento *dopo* la permanenza a 650°C sia sufficientemente lenta da prevenire deformazioni in fase avanzata.
Considera la fase di ricottura non come un periodo di raffreddamento passivo, ma come una fase di produzione attiva che detta la qualità finale del legame.
Tabella riassuntiva:
| Caratteristica | Impatto della ricottura a 650°C |
|---|---|
| Obiettivo primario | Rilascio delle tensioni e stabilizzazione interfacciale |
| Beneficio strutturale | Previene la delaminazione e la fessurazione all'interfaccia di legame |
| Effetto dimensionale | Garantisce stabilità a lungo termine e previene deformazioni post-lavorazione |
| Microstruttura | Rilassa il reticolo cristallino e equalizza la discrepanza di espansione termica |
| Rischio critico | Il salto porta a forze di taglio e guasti catastrofici |
Massimizza la qualità del tuo composito con KINTEK Precision
Non lasciare che le tensioni residue compromettano le tue forgiature di alto valore. Supportata da ricerca e sviluppo e produzione esperte, KINTEK offre sistemi specializzati a muffola, a tubo, rotativi, sottovuoto e CVD, oltre a forni ad alta temperatura da laboratorio personalizzabili progettati per padroneggiare i complessi cicli termici richiesti per i materiali compositi.
La nostra tecnologia avanzata di forni garantisce un'uniformità di temperatura precisa e velocità di raffreddamento controllate necessarie per prevenire la delaminazione e stabilizzare i tuoi componenti 42CrMo/Cr5. Contattaci oggi stesso per ottimizzare il tuo processo di trattamento termico e garantire l'integrità strutturale dei tuoi progetti ingegneristici unici.
Guida Visiva
Riferimenti
- Ming Li, S.W. Xin. Interface Microstructure and Properties of 42CrMo/Cr5 Vacuum Billet Forged Composite Roll. DOI: 10.3390/ma18010122
Questo articolo si basa anche su informazioni tecniche da Kintek Furnace Base di Conoscenza .
Prodotti correlati
- Forno ad atmosfera inerte controllata ad azoto e idrogeno
- Forno ad atmosfera inerte controllata con azoto da 1400℃
- Forno a muffola ad alta temperatura per il laboratorio di deceraggio e pre-sinterizzazione
- 1700℃ Forno ad atmosfera inerte controllata con azoto
- Forno a atmosfera controllata di azoto inerte a 1200℃
Domande frequenti
- Quale ruolo svolgono i forni a atmosfera nel settore dell'elettronica? Essenziali per la fabbricazione di semiconduttori
- Quali sono le due principali categorie di forni ad atmosfera controllata? Scegli tra forni a lotti o continui per le tue esigenze
- Quali sono le caratteristiche e gli usi delle atmosfere di idrogeno nei forni? Scopri la Lavorazione Pulita dei Metalli
- In che modo un forno a atmosfera controllata contribuisce all'efficienza energetica? Costi inferiori grazie a una gestione termica avanzata
- Perché la capacità di atmosfera controllata è importante in un forno a atmosfera? Sblocca una lavorazione dei materiali precisa



















