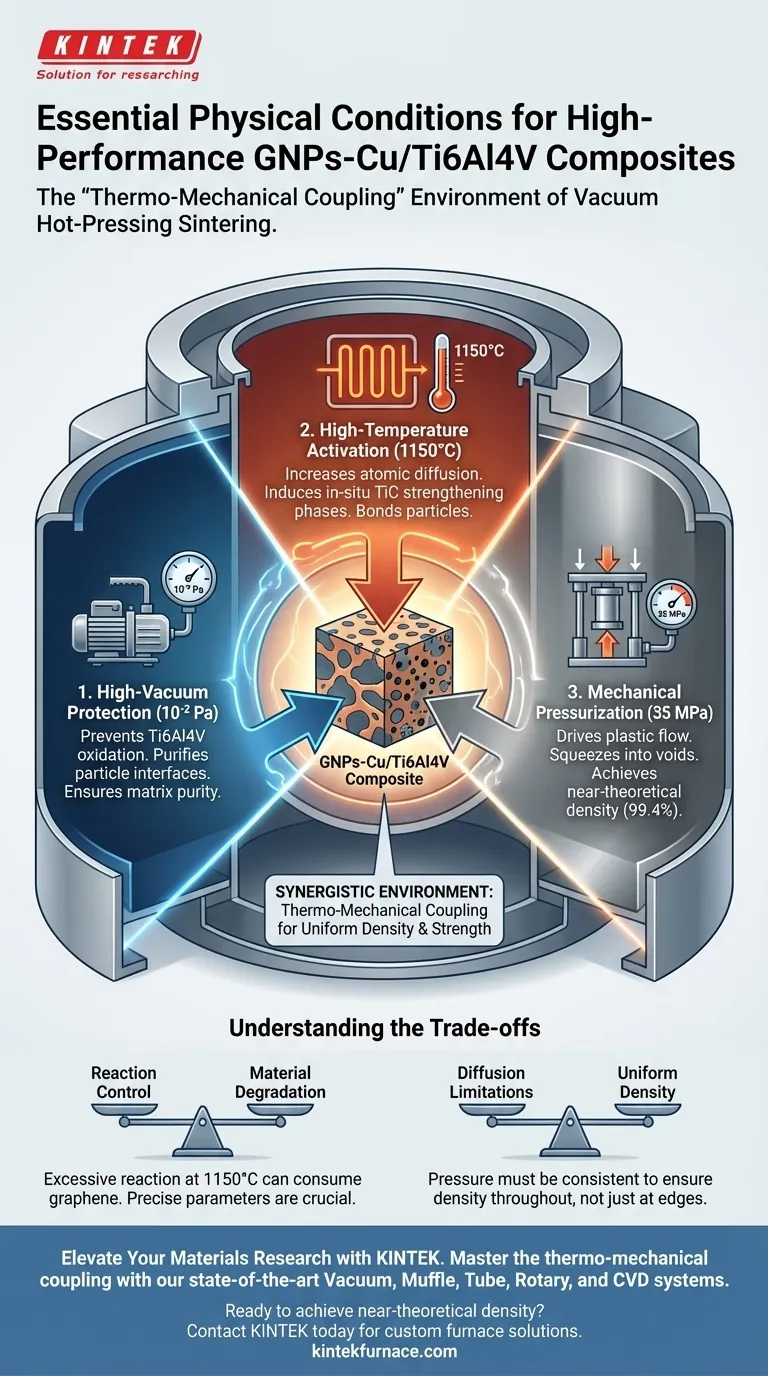
Il forno di sinterizzazione a pressatura a caldo sottovuoto crea un ambiente critico di "accoppiamento termo-meccanico" caratterizzato da tre specifiche condizioni fisiche: alto vuoto ($10^{-2}$ Pa), alta temperatura (1150°C) e notevole pressione meccanica (35 MPa). Queste condizioni sono essenziali per la lavorazione di compositi GNPs-Cu/Ti6Al4V per prevenire la rapida ossidazione della matrice di lega di titanio, costringendo al contempo il materiale a raggiungere una densità quasi teorica attraverso il flusso plastico.
Concetto Chiave La sfida fondamentale nella fabbricazione di compositi a base di titanio è bilanciare la densificazione con la purezza chimica. Il forno a pressatura a caldo sottovuoto risolve questo problema utilizzando la pressione meccanica per chiudere fisicamente i pori e il vuoto per prevenire l'ossidazione, consentendo all'energia termica di legare le particelle e generare fasi di rinforzo senza degradare la matrice.

L'Ambiente Fisico Sinergico
Per preparare compositi ad alte prestazioni, in particolare quelli con una matrice di lega di titanio (Ti6Al4V) rinforzata da nanoparticelle di grafene (GNP) e rame (Cu), l'attrezzatura deve mantenere un delicato equilibrio di tre forze.
1. Protezione da Alto Vuoto ($10^{-2}$ Pa)
La minaccia più immediata per le leghe di titanio a temperature elevate è l'ossidazione. Il titanio è altamente reattivo; anche tracce di ossigeno possono formare strati di ossido fragili che rovinano le proprietà meccaniche del materiale.
Prevenzione dell'Ossidazione della Matrice Il forno crea un ambiente di vuoto di $10^{-2}$ Pa. Questo elimina efficacemente l'ossigeno dalla camera, garantendo che la matrice Ti6Al4V mantenga la sua purezza e le sue caratteristiche metalliche durante il ciclo di riscaldamento.
Purificazione dell'Interfaccia Oltre a prevenire l'ossidazione, il vuoto aiuta a evacuare i gas adsorbiti e le impurità volatili intrappolate negli interstizi delle polveri. Questa purificazione è vitale per garantire un'elevata bagnabilità e un contatto a livello atomico tra la matrice e le fasi di rinforzo.
2. Accoppiamento Termo-Meccanico
Il vantaggio unico di questa attrezzatura è l'applicazione simultanea di calore e pressione, spesso definita "campo di accoppiamento termo-meccanico".
Attivazione ad Alta Temperatura (1150°C) Il forno riscalda il composito a 1150°C. A questa temperatura, i tassi di diffusione atomica aumentano significativamente, consentendo alle particelle di polvere di legarsi. Fondamentalmente, questa energia termica induce la generazione in-situ di fasi di rinforzo, in particolare carburo di titanio (TiC). Ciò si verifica quando il titanio reagisce continuamente con le fonti di carbonio disponibili (come le GNP), creando un composito più duro e rigido.
Pressurizzazione Meccanica (35 MPa) Mentre il calore ammorbidisce il materiale, è necessaria la pressione per densificarlo. Il forno applica 35 MPa di pressione meccanica. Questa forza guida il flusso plastico delle particelle di polvere, comprimendole fisicamente in vuoti e interstizi. Questo meccanismo è responsabile del raggiungimento di densità relative fino al 99,4%, eliminando efficacemente la porosità che altrimenti indebolirebbe il pezzo finale.
Comprensione dei Compromessi
Sebbene la pressatura a caldo sottovuoto sia efficace, il processo comporta compromessi intrinseci che devono essere gestiti per garantire la qualità del composito.
Controllo della Reazione vs. Degradazione del Materiale
L'alta temperatura (1150°C) favorisce la formazione di TiC, che rinforza il materiale. Tuttavia, questa è una spada a doppio taglio. Eccessiva reazione tra la matrice di titanio e le nanoparticelle di grafene (GNP) può consumare il grafene, distruggendo proprio il rinforzo che si sta cercando di introdurre. I parametri di processo devono essere precisi per consentire il legame senza esaurire il rinforzo.
Limitazioni di Diffusione
A differenza della fusione in fase liquida, questo è principalmente un processo allo stato solido o semi-solido. La densificazione dipende fortemente dalla diffusione atomica e dalla deformazione plastica. Se la pressione viene applicata in modo non uniforme o se il "tempo di mantenimento" è insufficiente, il centro del composito potrebbe rimanere poroso mentre i bordi sono densi. La pressione meccanica (35 MPa) deve essere mantenuta costantemente per garantire una densità uniforme in tutto il pezzo.
Fare la Scelta Giusta per il Tuo Obiettivo
Quando si configura un ciclo di pressatura a caldo sottovuoto per GNPs-Cu/Ti6Al4V, dare priorità ai parametri in base alla metrica di prestazione specifica che è necessario massimizzare.
- Se il tuo obiettivo principale è la Massima Densità (Eliminazione della Porosità): Dare priorità al mantenimento della pressione meccanica di 35 MPa per tutto il tempo di permanenza ad alta temperatura per forzare il flusso plastico in ogni vuoto.
- Se il tuo obiettivo principale è la Resistenza Interfacciale: Assicurati che il livello di vuoto sia rigorosamente mantenuto a $10^{-2}$ Pa o migliore per rimuovere tutti gli ossidi, consentendo una diffusione atomica incontaminata tra Cu/GNP e la matrice Ti.
- Se il tuo obiettivo principale è la Durezza/Rinforzo: Controllare attentamente il profilo di temperatura di 1150°C; un'esposizione al calore più elevata o più lunga aumenterà la formazione di TiC, aumentando la durezza ma potenzialmente riducendo la duttilità.
Il successo nella fabbricazione di questi compositi si basa sulla precisa sincronizzazione della purezza del vuoto, dell'energia termica e della forza meccanica per guidare la diffusione proteggendo la matrice reattiva.
Tabella Riassuntiva:
| Parametro Fisico | Valore Richiesto | Ruolo Critico nella Fabbricazione del Composito |
|---|---|---|
| Livello di Vuoto | $10^{-2}$ Pa | Previene l'ossidazione del Ti6Al4V e purifica le interfacce delle particelle. |
| Temperatura | 1150°C | Aumenta la diffusione atomica e induce fasi di rinforzo in-situ di TiC. |
| Pressione Meccanica | 35 MPa | Guida il flusso plastico per ottenere una densità quasi teorica (99,4%). |
| Stato del Sistema | Termo-Meccanico | Sincronizza calore e forza per eliminare la porosità senza degradazione. |
Eleva la Tua Ricerca sui Materiali con KINTEK
La precisione è non negoziabile quando si tratta di matrici reattive come il titanio e rinforzi avanzati come il grafene. Supportato da R&S e produzione esperte, KINTEK offre sistemi all'avanguardia di vuoto, muffola, tubo, rotativi e CVD progettati per padroneggiare l'accoppiamento termo-meccanico richiesto dai tuoi compositi.
Sia che tu abbia bisogno di un forno specializzato per pressatura a caldo sottovuoto o di un sistema ad alta temperatura personalizzabile per esigenze di laboratorio uniche, la nostra attrezzatura garantisce densità, purezza e prestazioni costanti.
Pronto a raggiungere una densità quasi teorica nel tuo prossimo progetto? Contatta KINTEK oggi stesso per discutere la tua soluzione di forno personalizzata.
Guida Visiva
Prodotti correlati
- Forno di trattamento termico e sinterizzazione a vuoto della pressa a caldo a induzione 600T
- Forno di sinterizzazione con trattamento termico sottovuoto con pressione per la sinterizzazione sottovuoto
- Macchina del forno a caldo della pressa a vuoto Forno riscaldato del tubo della pressa a vuoto
- Forno di trattamento termico e sinterizzazione sotto vuoto a pressione d'aria da 9MPa
- Forno di sinterizzazione per trattamento termico sottovuoto Forno di sinterizzazione sottovuoto per filo di molibdeno
Domande frequenti
- Quali sono i vantaggi dell'utilizzo di un forno di sinterizzazione a pressa calda sottovuoto per la preparazione di compositi a matrice di rame rinforzati con nanotubi di carbonio ad alta densità? Raggiungere la massima densità e purezza per prestazioni s
- Qual è la funzione principale di un forno di sinterizzazione a pressa calda sottovuoto nella preparazione di leghe RuTi ad alta densità? Raggiungere la massima densità e purezza
- Quali sono i vantaggi dell'utilizzo di un forno di sinterizzazione a pressa a caldo sottovuoto per la preparazione di compositi a matrice di alluminio SiCw/2024? Ottenere materiali aerospaziali ad alte prestazioni
- Quali sono i diversi tipi di metodi di riscaldamento nei forni di sinterizzazione a pressa a caldo sottovuoto? Confronto tra resistenza e induzione
- Perché utilizzare la pressa a caldo sottovuoto (VHP) per le ceramiche di ZnS? Ottenere una trasparenza IR e una resistenza meccanica superiori



















