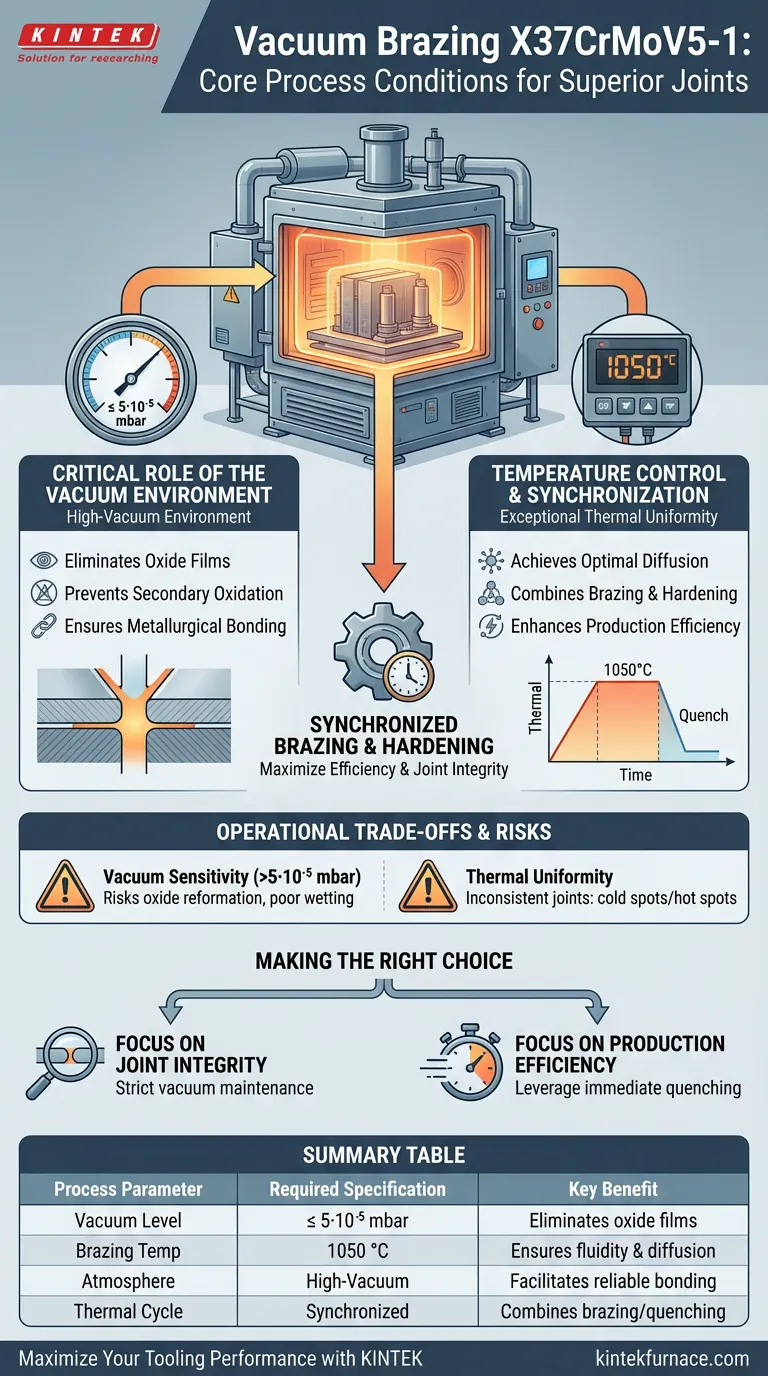
Un forno industriale per brasatura sotto vuoto fornisce fondamentalmente un ambiente ad alto vuoto, tipicamente mantenuto a ≤ 5∙10⁻⁵ mbar, abbinato a uno spazio di riscaldamento capace di un'eccezionale uniformità termica.
Per l'acciaio per utensili da lavoro a caldo X37CrMoV5-1, queste condizioni consentono al processo di raggiungere i 1050 °C, facilitando la completa diffusione del metallo d'apporto e una profonda diffusione con il materiale base, prevenendo al contempo l'ossidazione.
Mantenendo un controllo preciso della pressione e della temperatura, il forno consente di sincronizzare il processo di brasatura con i cicli di tempra e indurimento dell'acciaio, massimizzando contemporaneamente l'efficienza produttiva e l'integrità del giunto.

Il Ruolo Critico dell'Ambiente Sottovuoto
Eliminazione delle Impurità Superficiali
Il forno crea un ambiente di riscaldamento "pulito" mantenendo un alto vuoto. Questo rimuove i film di ossido esistenti dalla superficie dell'acciaio inossidabile, che sono barriere per un'unione di successo.
Prevenzione dell'Ossidazione Secondaria
Oltre a rimuovere gli ossidi attuali, il livello di vuoto (che si avvicina a 10⁻⁶ mbar in contesti ad alte prestazioni) impedisce l'ossidazione secondaria sia del materiale base che del metallo d'apporto per brasatura.
Garanzia di Legame Metallurgico
Questo stato privo di ossidi è la condizione fisica essenziale richiesta affinché il metallo d'apporto bagni correttamente la superficie. Garantisce la formazione di un legame metallurgico denso e affidabile piuttosto che un'adesione superficiale.
Controllo della Temperatura e Sincronizzazione del Processo
Raggiungimento della Diffusione Ottimale
Il forno fornisce una distribuzione uniforme della temperatura a 1050 °C. A questo specifico plateau termico, il metallo d'apporto per brasatura raggiunge la fluidità necessaria per diffondersi completamente e subire una diffusione con il substrato X37CrMoV5-1.
Combinazione di Brasatura e Indurimento
Un vantaggio distintivo di questo processo industriale è la capacità di combinare le fasi. I precisi controlli termici consentono di sincronizzare il processo di brasatura con la tempra e l'indurimento dell'acciaio per utensili.
Aumento dell'Efficienza Produttiva
Unendo questi cicli termici, si elimina la necessità di passaggi di riscaldamento separati. Ciò preserva la stabilità dimensionale dell'acciaio per utensili, riducendo significativamente il tempo di lavorazione complessivo.
Compromessi Operativi e Rischi
Sensibilità al Vuoto
Il processo è intollerante a perdite di vuoto o degrado della pompa. Se la pressione supera la soglia di 5∙10⁻⁵ mbar, gli strati di ossido possono riformarsi immediatamente, impedendo al metallo d'apporto di bagnare l'acciaio.
Requisiti di Uniformità Termica
Sebbene 1050 °C sia l'obiettivo, le deviazioni nell'uniformità della temperatura possono portare a una resistenza del giunto incoerente. Le zone fredde comportano una scarsa diffusione, mentre le zone calde possono degradare la microstruttura dell'acciaio X37CrMoV5-1.
Fare la Scelta Giusta per il Tuo Obiettivo
Per massimizzare le prestazioni dei tuoi componenti X37CrMoV5-1, allinea i parametri del tuo processo con i tuoi specifici obiettivi di ingegneria:
- Se la tua priorità principale è l'Integrità del Giunto: Dai priorità al mantenimento del vuoto per garantire che la pressione rimanga rigorosamente al di sotto di 5∙10⁻⁵ mbar per garantire la completa rimozione dell'ossido e una bagnabilità ottimale.
- Se la tua priorità principale è l'Efficienza Produttiva: Sfrutta la capacità del forno di eseguire la tempra di indurimento immediatamente dopo il ciclo di brasatura a 1050 °C per ridurre i tempi di ciclo.
Il successo si basa sul bilanciamento di un ambiente sottovuoto incontaminato con una gestione termica precisa per ottenere un legame sincronizzato e privo di difetti.
Tabella Riassuntiva:
| Parametro di Processo | Specifiche Richieste | Beneficio Chiave |
|---|---|---|
| Livello di Vuoto | ≤ 5∙10⁻⁵ mbar | Elimina i film di ossido e previene l'ossidazione secondaria |
| Temp. di Brasatura | 1050 °C | Garantisce fluidità ottimale del metallo d'apporto e profonda diffusione |
| Atmosfera | Alto Vuoto | Facilita legami metallurgici densi e affidabili |
| Ciclo Termico | Sincronizzato | Combina brasatura con tempra/indurimento per efficienza |
Massimizza le Prestazioni dei Tuoi Utensili con KINTEK
Sblocca il pieno potenziale dei tuoi componenti X37CrMoV5-1 con le soluzioni termiche avanzate di KINTEK. Supportata da R&S e produzione esperte, KINTEK offre sistemi Vacuum, Muffle, Tube e CVD ad alte prestazioni specificamente progettati per mantenere i rigorosi livelli di vuoto e l'uniformità termica richiesti per complessi cicli di brasatura e indurimento.
Sia che tu abbia bisogno di un forno rotante specializzato o di un sistema da laboratorio personalizzato ad alta temperatura, la nostra attrezzatura è personalizzabile per le tue esigenze metallurgiche uniche, garantendo legami privi di difetti ed efficienza produttiva ottimizzata.
Pronto a elevare la precisione della tua produzione? Contatta KINTEK oggi stesso per consultare i nostri esperti.
Guida Visiva
Riferimenti
- Kirsten Bobzin, M. Erck. Dissolving brittle phases in Ni-based filler metals by adding W. DOI: 10.1007/s40194-025-01981-z
Questo articolo si basa anche su informazioni tecniche da Kintek Furnace Base di Conoscenza .
Prodotti correlati
- Forno di sinterizzazione e brasatura con trattamento termico sottovuoto
- Forno di sinterizzazione con trattamento termico sottovuoto con pressione per la sinterizzazione sottovuoto
- Piccolo trattamento termico sotto vuoto e forno di sinterizzazione del filo di tungsteno
- Forno di sinterizzazione per trattamento termico sottovuoto Forno di sinterizzazione sottovuoto per filo di molibdeno
- Macchina per la laminazione e il riscaldamento della pressa a caldo sottovuoto
Domande frequenti
- Qual è uno degli usi più importanti dei forni per trattamenti termici sottovuoto nell'aerospaziale? Ottenere una resistenza superiore nelle leghe per aeromobili
- Quali sono i vantaggi dell'utilizzo di forni per il trattamento termico sotto vuoto per le leghe metalliche? Ottenere proprietà e prestazioni metalliche superiori
- Quali sono i vantaggi dell'utilizzo di un forno a trattamento termico sottovuoto? Ottenere una qualità del materiale e un controllo superiori
- Qual è la temperatura di una brasatura in forno a vuoto? Ottimizza la forza e la pulizia del tuo giunto
- Quali sono i vantaggi tecnici dell'utilizzo del foglio Ti-35Ni-25Nb? Elevata tenacità e stabilità della fase beta.














