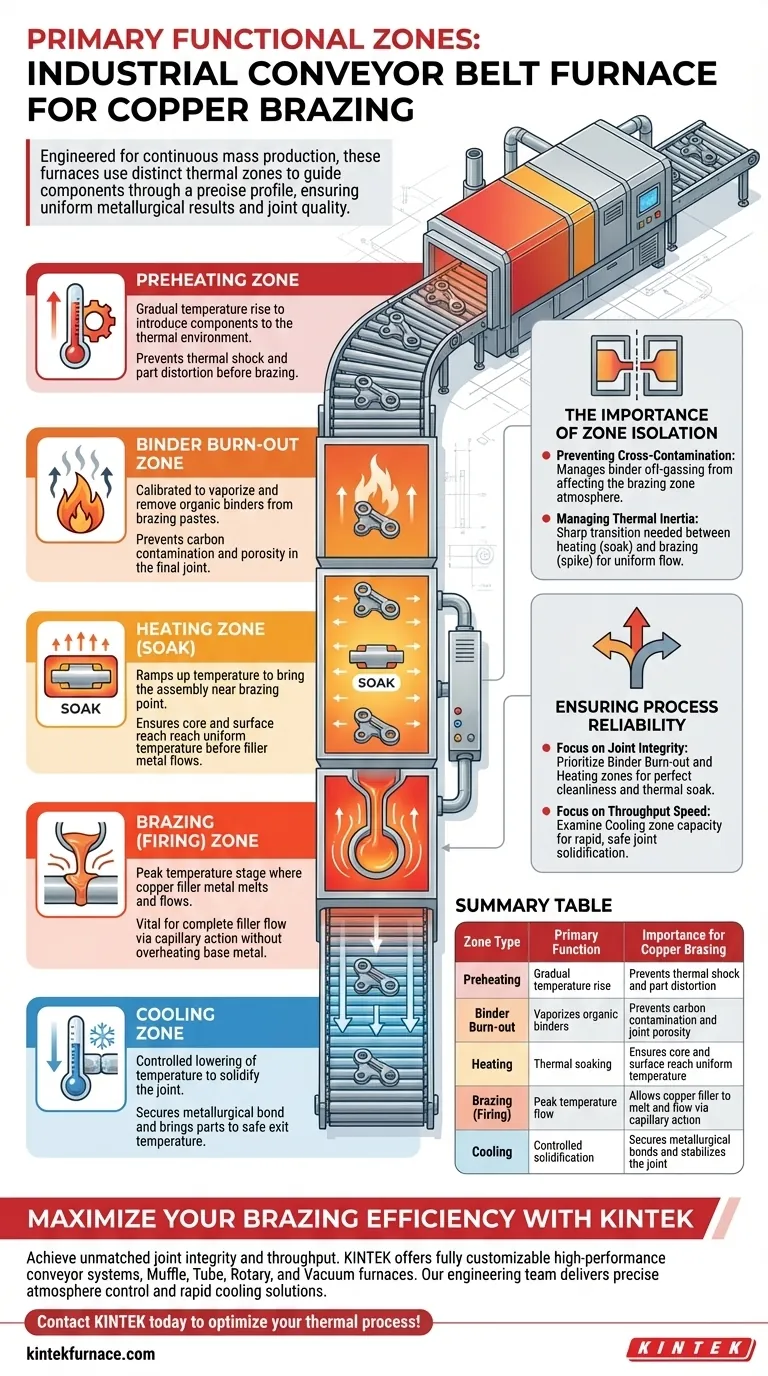
Un forno industriale a nastro trasportatore per la brasatura del rame opera utilizzando cinque zone funzionali principali: la zona di preriscaldamento, la zona di combustione del legante, la zona di riscaldamento, la zona di brasatura (cottura) e la zona di raffreddamento. Queste sezioni distinte sono progettate per guidare i componenti attraverso un profilo termico preciso, garantendo un processo continuo e risultati metallurgici coerenti.
Compartimentalizzando il ciclo termico in zone specializzate, questi forni garantiscono che ogni componente sperimenti condizioni identiche di riscaldamento, mantenimento e raffreddamento, con conseguente uniformità della qualità delle giunzioni nei lotti di produzione ad alto volume.

L'Anatomia del Processo Termico
Per ottenere una qualità di produzione di massa, il forno deve controllare l'ambiente ben oltre il semplice riscaldamento. Ogni zona svolge un ruolo critico nella preparazione, giunzione e stabilizzazione dei componenti metallici.
La Zona di Preriscaldamento
Questa fase iniziale introduce i componenti nell'ambiente termico.
La sua funzione principale è quella di aumentare gradualmente la temperatura dell'assemblaggio. Ciò previene lo shock termico, che può deformare le parti o disallineare gli elementi di fissaggio prima che inizi il processo di brasatura effettivo.
La Zona di Combustione del Legante
In molti scenari di produzione di massa, vengono utilizzate paste di brasatura, che contengono leganti organici per mantenere il metallo d'apporto in posizione.
Questa zona è specificamente calibrata per vaporizzare e rimuovere questi leganti. La rimozione di questi composti organici prima di temperature più elevate è essenziale per prevenire la contaminazione da carbonio e la porosità nella giunzione brasata finale.
La Zona di Riscaldamento
Una volta rimossi i leganti, i componenti entrano nella zona di riscaldamento principale.
Qui, la temperatura viene aumentata significativamente per portare l'assemblaggio vicino alla temperatura di brasatura. Questa zona assicura che il "mantenimento"—cioè che il nucleo della parte raggiunga la stessa temperatura della superficie—sia ottenuto prima che il metallo d'apporto fluisca.
La Zona di Brasatura (Cottura)
Questa è la zona critica del processo in cui si raggiunge la temperatura di picco.
In questa sezione, il metallo d'apporto in rame fonde e fluisce nella giunzione per azione capillare. Una distribuzione termica precisa qui è vitale per garantire che il metallo fluisca completamente senza surriscaldare o danneggiare il metallo base.
La Zona di Raffreddamento
Dopo che la reazione di brasatura è completa, i componenti entrano immediatamente nella zona di raffreddamento.
Questa sezione abbassa la temperatura in modo controllato per solidificare la giunzione. Il raffreddamento controllato è necessario per fissare il legame metallurgico e portare le parti a una temperatura sicura per l'uscita dal forno.
L'Importanza dell'Isolamento delle Zone
Mentre il nastro trasportatore si muove continuamente, il successo del processo dipende dalla netta separazione di questi ambienti termici.
Prevenzione della Contaminazione Incrociata
La zona di combustione del legante deve essere gestita efficacemente per garantire che i gas di scarico non influenzino l'atmosfera nella zona di brasatura. Se i vapori organici si spostano nella zona di cottura, possono interferire con l'azione di bagnatura del rame.
Gestione dell'Inerzia Termica
La transizione tra la zona di riscaldamento (mantenimento) e la zona di brasatura (picco) deve essere sufficientemente netta da innescare il flusso, ma sufficientemente stabile da mantenere l'uniformità. Se le zone non sono distinte, il profilo termico diventa "confuso", portando a una resistenza di giunzione incoerente su tutta la larghezza del nastro.
Garantire l'Affidabilità del Processo
Quando si valuta o si utilizza un forno a nastro trasportatore, la propria attenzione dovrebbe cambiare in base ai propri specifici requisiti di produzione.
Se la tua attenzione principale è l'Integrità della Giunzione:
- Dai priorità alla calibrazione delle zone di combustione del legante e di riscaldamento per garantire che le parti siano perfettamente pulite e termicamente mantenute prima che il rame fonda.
Se la tua attenzione principale è la Velocità di Produzione:
- Esamina la capacità della zona di raffreddamento, poiché la capacità di solidificare rapidamente e in sicurezza la giunzione spesso determina la velocità massima del nastro.
La produzione di massa di successo si basa sull'interazione fluida di queste cinque zone per fornire un prodotto ripetibile e di alta qualità.
Tabella Riassuntiva:
| Tipo di Zona | Funzione Principale | Importanza per la Brasatura del Rame |
|---|---|---|
| Preriscaldamento | Aumento graduale della temperatura | Previene lo shock termico e la deformazione delle parti |
| Combustione del Legante | Vaporizza i leganti organici | Previene la contaminazione da carbonio e la porosità della giunzione |
| Riscaldamento | Mantenimento termico | Garantisce che nucleo e superficie raggiungano una temperatura uniforme |
| Brasatura (Cottura) | Flusso alla temperatura di picco | Permette al metallo d'apporto in rame di fondere e fluire per azione capillare |
| Raffreddamento | Solidificazione controllata | Fissa i legami metallurgici e stabilizza la giunzione |
Massimizza la Tua Efficienza di Brasatura con KINTEK
Ottieni un'integrità delle giunzioni e una produttività senza pari nelle tue linee di produzione di massa. Supportata da ricerca e sviluppo e produzione esperti, KINTEK offre sistemi a nastro trasportatore ad alte prestazioni, forni a muffola, a tubo, rotativi e sottovuoto, tutti completamente personalizzabili per le tue specifiche esigenze metallurgiche. Sia che tu richieda un controllo preciso dell'atmosfera per la combustione del legante o un raffreddamento rapido per una produzione ad alta velocità, il nostro team di ingegneri è pronto a fornire.
Contatta KINTEK oggi stesso per ottimizzare il tuo processo termico!
Guida Visiva
Riferimenti
- Er. RoshanY. Gonnade. Copper Brazing Technology. DOI: 10.22214/ijraset.2025.73740
Questo articolo si basa anche su informazioni tecniche da Kintek Furnace Base di Conoscenza .
Prodotti correlati
- Forno di sinterizzazione e brasatura con trattamento termico sottovuoto
- Forno ad atmosfera controllata con nastro a rete Forno ad atmosfera inerte con azoto
- Forno di sinterizzazione con trattamento termico sottovuoto con pressione per la sinterizzazione sottovuoto
- Forno a muffola ad alta temperatura per il laboratorio di deceraggio e pre-sinterizzazione
- Forno fusorio a induzione sotto vuoto e forno fusorio ad arco
Domande frequenti
- Qual è la funzione dei forni industriali per il trattamento termico sottovuoto? Migliorare la qualità dell'acciaio Maraging stampato in 3D
- Qual è il ruolo dei forni ad alta precisione nel trattamento termico dell'Inconel 718? Padroneggia l'ingegneria microstrutturale
- Quali sono i vantaggi dell'utilizzo di forni per il trattamento termico sotto vuoto per le leghe metalliche? Ottenere proprietà e prestazioni metalliche superiori
- Qual è la temperatura di una brasatura in forno a vuoto? Ottimizza la forza e la pulizia del tuo giunto
- In che modo il trattamento termico sottovuoto influisce sulla struttura dei grani delle leghe metalliche? Ottieni un controllo preciso della microstruttura










