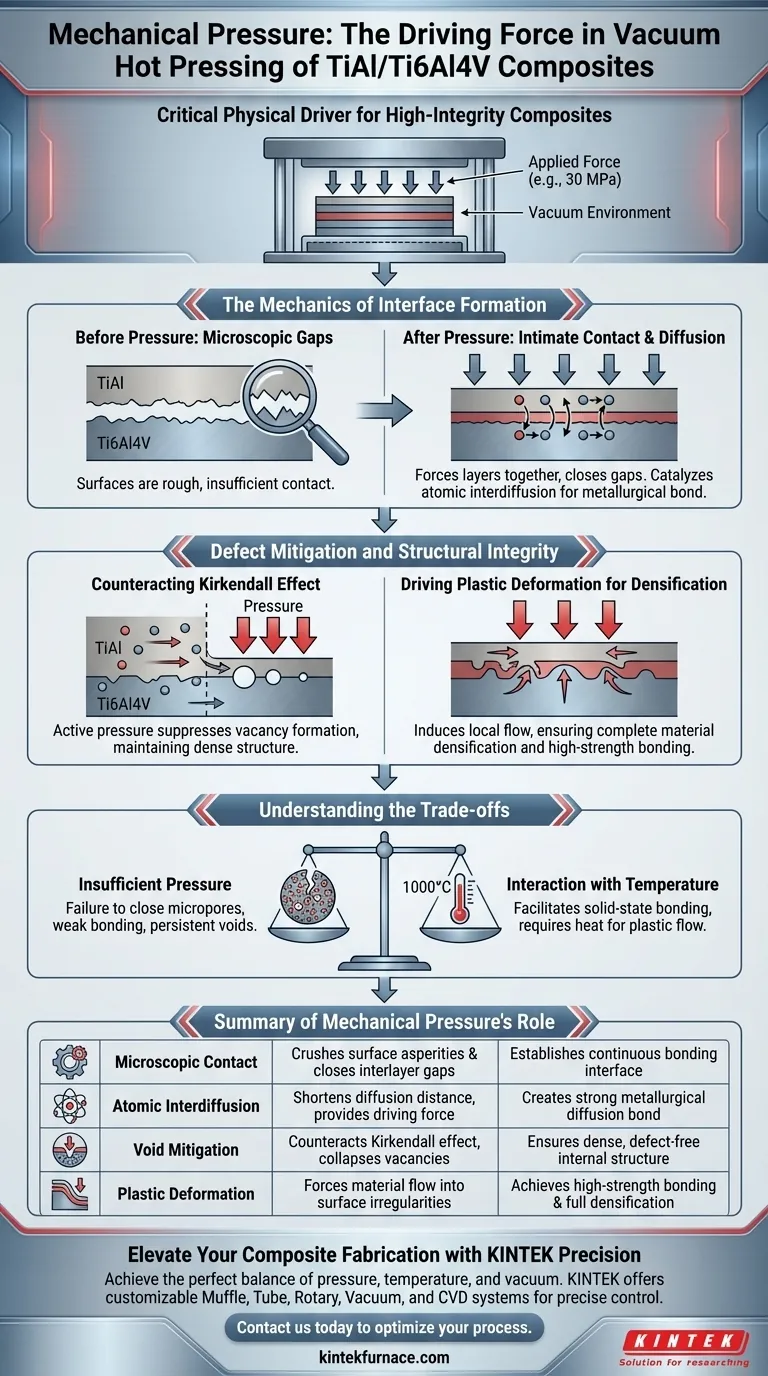
L'applicazione di pressione meccanica è il motore fisico critico per la creazione di compositi stratificati TiAl/Ti6Al4V ad alta integrità. Applicando una forza costante, tipicamente intorno ai 30 MPa, il processo forza i distinti strati di lega a un contatto intimo, chiudendo efficacemente le fessure microscopiche e guidando l'interdiffusione atomica necessaria per un forte legame metallurgico.
Il ruolo primario della pressione meccanica in questo contesto è quello di superare meccanicamente le barriere naturali al legame. Forza attivamente la densificazione del materiale e contrasta la formazione di cavità, garantendo che il composito finale sia una struttura solida e continua piuttosto che un impilamento di fogli scarsamente aderiti.

La Meccanica della Formazione dell'Interfaccia
Ottenere un Contatto Microscopico Intimo
Le superfici degli strati di TiAl e Ti6Al4V non sono mai perfettamente lisce a livello microscopico. Il semplice impilamento non crea sufficienti punti di contatto per il legame.
La pressione meccanica forza questi strati l'uno contro l'altro, frantumando le asperità superficiali e chiudendo le minuscole fessure interstrato. Ciò crea un'interfaccia continua in cui gli atomi degli strati adiacenti possono interagire direttamente.
Promuovere l'Interdiffusione Atomica
Una volta chiuse le fessure fisiche, la pressione agisce come catalizzatore per il movimento atomico. Riduce la distanza che gli atomi devono percorrere per superare la barriera dell'interfaccia.
Fornendo una forza motrice necessaria, la pressione accelera la diffusione reciproca di atomi di titanio e alluminio. Ciò si traduce nella creazione di uno strato di interfaccia di diffusione di larghezza appropriata, che è la "colla" strutturale del composito.
Mitigazione dei Difetti e Integrità Strutturale
Contrastare l'Effetto Kirkendall
Una delle principali sfide nel brasatura per diffusione è l'effetto Kirkendall, in cui diverse velocità di diffusione tra i materiali possono creare vacanze e cavità.
L'applicazione continua di pressione (ad es. 30 MPa) sopprime attivamente questo fenomeno. Fa collassare queste potenziali cavità man mano che si formano, mantenendo una struttura interna densa e priva di difetti.
Guidare la Deformazione Plastica per la Densificazione
La pressione induce deformazione plastica locale all'interfaccia. Ciò forza il materiale a fluire in eventuali irregolarità o pori rimanenti.
Questo meccanismo garantisce una completa densificazione del materiale. Trasforma l'impilamento stratificato in un componente unificato capace di ottenere un legame ad alta resistenza simile alla densità teorica.
Comprendere i Compromessi
Sebbene la pressione sia essenziale, opera in un delicato equilibrio con la temperatura e i livelli di vuoto.
Pressione Insufficiente si traduce nell'incapacità di chiudere i micropori. Ciò porta a un legame debole e alla persistenza di cavità, compromettendo significativamente le proprietà meccaniche del composito.
L'Interazione con la Temperatura è anch'essa critica. La pressione facilita il legame *senza* fondere il materiale (legame allo stato solido), ma si basa su alte temperature (ad es. 1000°C) per ammorbidire sufficientemente il materiale affinché avvenga il flusso plastico. Fare affidamento solo sulla pressione senza un'adeguata energia termica non otterrà la diffusione necessaria.
Ottimizzare i Parametri di Processo per la Qualità
Per ottenere i migliori risultati nella fabbricazione di compositi TiAl/Ti6Al4V, è necessario allineare l'applicazione della pressione con i requisiti specifici del risultato.
- Se il tuo obiettivo principale è l'eliminazione dei difetti: Dai priorità al mantenimento di una pressione continua (ad es. 30 MPa) durante il tempo di mantenimento per chiudere attivamente le cavità causate dall'effetto Kirkendall.
- Se il tuo obiettivo principale è la resistenza del legame: Assicurati che la pressione sia sufficiente a indurre deformazione plastica all'interfaccia, massimizzando l'area di contatto per l'interdiffusione atomica.
In definitiva, la pressione meccanica trasforma un impilamento di leghe separate in un singolo composito ad alte prestazioni, imponendo fisicamente le condizioni richieste per l'unità atomica.
Tabella Riassuntiva:
| Meccanismo | Ruolo della Pressione Meccanica | Impatto sulla Qualità del Composito |
|---|---|---|
| Contatto Microscopico | Frantuma le asperità superficiali e chiude le fessure interstrato | Stabilisce un'interfaccia continua per il legame |
| Interdiffusione Atomica | Riduce la distanza di diffusione e fornisce forza motrice | Crea un forte legame metallurgico di diffusione |
| Mitigazione delle Cavità | Contrasta l'effetto Kirkendall e fa collassare le vacanze | Garantisce una struttura interna densa e priva di difetti |
| Deformazione Plastica | Forza il flusso del materiale nelle irregolarità superficiali | Ottiene un legame ad alta resistenza e una completa densificazione |
Migliora la Tua Fabbricazione di Compositi con KINTEK Precision
Ottenere il perfetto equilibrio tra pressione, temperatura e vuoto è fondamentale per i compositi TiAl/Ti6Al4V ad alte prestazioni. Supportato da R&S esperta e produzione di livello mondiale, KINTEK offre una gamma completa di sistemi Muffle, a Tubo, Rotativi, Sotto Vuoto e CVD, oltre a forni speciali per alta temperatura da laboratorio.
I nostri sistemi sono completamente personalizzabili per soddisfare le tue esigenze uniche di scienza dei materiali, garantendo un controllo preciso su ogni parametro. Contattaci oggi stesso per scoprire come le nostre soluzioni di riscaldamento avanzate possono ottimizzare i tuoi processi di brasatura per diffusione e densificazione.
Guida Visiva
Prodotti correlati
- Macchina per la laminazione e il riscaldamento della pressa a caldo sottovuoto
- Macchina del forno a caldo della pressa a vuoto Riscaldata Pressa a vuoto
- Macchina del forno a caldo della pressa a vuoto Forno riscaldato del tubo della pressa a vuoto
- Forno di sinterizzazione con trattamento termico sottovuoto con pressione per la sinterizzazione sottovuoto
- Forno di trattamento termico e sinterizzazione a vuoto della pressa a caldo a induzione 600T
Domande frequenti
- Qual è la funzione principale dell'ambiente sottovuoto in un forno a pressa a caldo sottovuoto durante la lavorazione delle leghe di titanio? Previene l'infragilimento per una duttilità superiore
- Quali settori beneficiano dell'uso dei forni a pressa a caldo sottovuoto? Sblocca materiali ad alte prestazioni per il tuo settore
- Quali considerazioni guidano la selezione degli elementi riscaldanti e dei metodi di pressurizzazione per un forno a pressa a caldo sotto vuoto?
- In che modo i forni a pressa a caldo sottovuoto hanno trasformato la lavorazione dei materiali? Ottenere densità e purezza superiori
- Quali sono i componenti principali di un forno a pressa calda sottovuoto? Padroneggia i sistemi principali per una lavorazione precisa dei materiali



















