Il preriscaldamento dello stampo è un requisito fondamentale per la riuscita della fusione di lingotti di lega Mg-8Li-3Al-0.3Si (LAS830). Portando la temperatura dello stampo, tipicamente a 250 °C, si colma il divario termico tra il contenitore e il metallo fuso, che rappresenta la difesa primaria contro il cedimento strutturale durante la solidificazione.
Il preriscaldamento abbassa significativamente la velocità di raffreddamento riducendo la differenza di temperatura tra il fuso e lo stampo. Questo controllo termico è il modo più efficace per migliorare la fluidità, minimizzare stress interni e difetti, e garantire una microstruttura uniforme nel grezzo di lega finale.

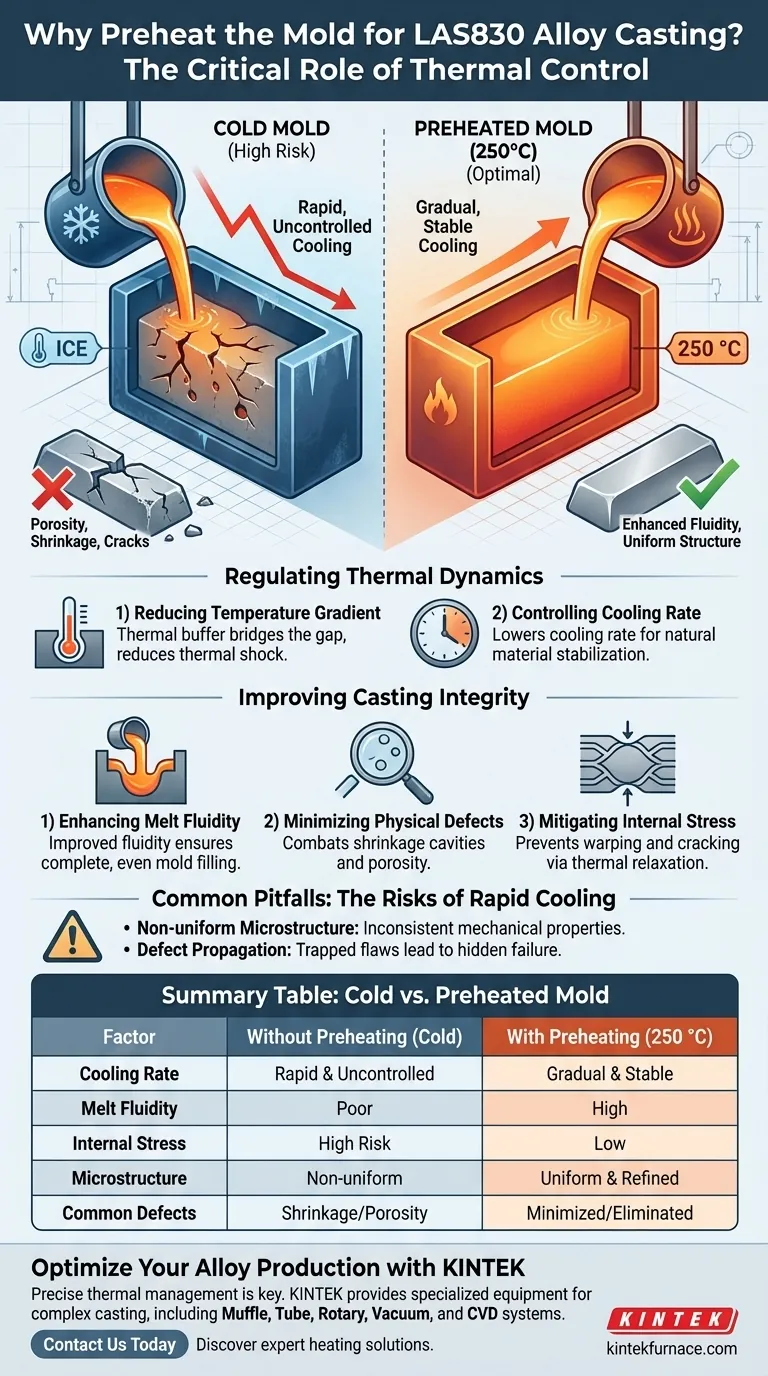
Regolazione delle Dinamiche Termiche
Riduzione del Gradiente di Temperatura
Quando il metallo fuso entra in uno stampo freddo, la differenza di temperatura è estrema. Questo shock provoca un trasferimento di calore rapido e incontrollato.
Il preriscaldamento dello stampo a 250 °C agisce come un tampone termico. Riduce la gravità della caduta di temperatura nel momento in cui la lega liquida tocca le pareti dello stampo.
Controllo della Velocità di Raffreddamento
La qualità di un lingotto è spesso determinata dalla velocità con cui si solidifica. Uno stampo freddo costringe il metallo a solidificare troppo rapidamente.
Preriscaldando, si riduce intenzionalmente la velocità di raffreddamento. Ciò consente una transizione più graduale da liquido a solido, permettendo al materiale di stabilizzarsi naturalmente.
Miglioramento dell'Integrità di Fusione
Miglioramento della Fluidità del Fuso
Affinché la lega LAS830 formi un lingotto corretto, il metallo deve fluire uniformemente in ogni parte dello stampo prima di solidificare.
Uno stampo preriscaldato mantiene la temperatura del metallo per una frazione di tempo in più. Questa migliorata fluidità del fuso assicura che lo stampo sia riempito in modo completo e uniforme.
Minimizzazione dei Difetti Fisici
Il raffreddamento rapido intrappola spesso gas o lascia vuoti dove il metallo si contrae in modo non uniforme.
Il preriscaldamento combatte direttamente la formazione di cavità di ritiro e difetti di porosità. Mantenendo il raffreddamento lento e costante, il metallo può alimentare le aree in contrazione in modo più efficace.
Mitigazione dello Stress Interno
Quando una lega si raffredda in modo non uniforme o troppo velocemente, si accumulano forze interne nel materiale.
Il preriscaldamento consente il rilassamento durante la solidificazione, riducendo significativamente lo stress termico interno. Ciò impedisce al lingotto di creparsi o deformarsi dopo essere stato rimosso dallo stampo.
Errori Comuni: I Rischi del Raffreddamento Rapido
Sebbene il preriscaldamento aggiunga un passaggio al processo, saltarlo introduce gravi rischi per la qualità che superano il risparmio di tempo.
Il Compromesso tra Efficienza e Qualità
Se si tenta di fondere LAS830 in uno stampo freddo per risparmiare tempo, si aumenta drasticamente il tasso di scarto. La microstruttura risultante sarà probabilmente non uniforme, portando a proprietà meccaniche incoerenti in tutto il lingotto.
Propagazione dei Difetti
Senza il tampone termico di uno stampo a 250 °C, il fronte di solidificazione rapida può intrappolare difetti in profondità nel lingotto. Questi difetti interni rimangono spesso non rilevati fino alla lavorazione o al guasto in servizio.
Fare la Scelta Giusta per il Tuo Obiettivo
Per ottenere un lingotto LAS830 di alta qualità, devi considerare la temperatura dello stampo come una variabile importante quanto la composizione della lega stessa.
- Se il tuo obiettivo principale è l'integrità strutturale: Il preriscaldamento è non negoziabile per eliminare la porosità e le cavità di ritiro che indeboliscono il metallo.
- Se il tuo obiettivo principale è la consistenza del materiale: Mantieni lo stampo a 250 °C per garantire che la velocità di raffreddamento produca una microstruttura uniforme in tutto il grezzo.
Padroneggiare la temperatura dello stampo è il modo più semplice per trasformare un processo di fusione volatile in una routine di produzione affidabile.
Tabella Riassuntiva:
| Fattore | Senza Preriscaldamento (Stampo Freddo) | Con Preriscaldamento (250 °C) |
|---|---|---|
| Velocità di Raffreddamento | Rapida e incontrollata | Graduale e stabile |
| Fluidità del Fuso | Scarsa, porta a riempimento incompleto | Elevata, assicura distribuzione uniforme |
| Stress Interno | Alto rischio di crepe/deformazioni | Basso, consente rilassamento termico |
| Microstruttura | Non uniforme e incoerente | Uniforme e raffinata |
| Difetti Comuni | Cavità di ritiro e porosità | Minimizzati o eliminati |
Ottimizza la Tua Produzione di Leghe con KINTEK
Una gestione termica precisa fa la differenza tra un lingotto fallito e un materiale ad alte prestazioni. KINTEK fornisce le attrezzature specializzate necessarie per padroneggiare processi di fusione complessi per LAS830 e altre leghe avanzate.
Supportati da R&S e produzione esperte, offriamo una gamma completa di sistemi Muffola, Tubolari, Rotativi, Sottovuoto e CVD, insieme ad altri forni ad alta temperatura da laboratorio, tutti completamente personalizzabili per soddisfare le tue esigenze metallurgiche uniche.
Pronto a eliminare i difetti di fusione e migliorare la consistenza del materiale? Contattaci oggi per scoprire come le nostre soluzioni di riscaldamento esperte possono trasformare la routine di produzione del tuo laboratorio.
Guida Visiva
Riferimenti
- Changzhen Jia, Pengcheng Tian. Microstructure and Mechanical Properties of Mg-8Li-3Al-0.3Si Alloy Deformed Through a Combination of Back-Extrusion and Spinning Process. DOI: 10.3390/ma18020417
Questo articolo si basa anche su informazioni tecniche da Kintek Furnace Base di Conoscenza .
Prodotti correlati
- Forno per il trattamento termico sottovuoto del molibdeno
- Forno a muffola ad alta temperatura per il laboratorio di deceraggio e pre-sinterizzazione
- Forno di sinterizzazione per trattamento termico sottovuoto Forno di sinterizzazione sottovuoto per filo di molibdeno
- Multi zone di riscaldamento CVD tubo forno macchina per attrezzature di deposizione di vapore chimico
- Macchina del forno a caldo della pressa a vuoto Forno riscaldato del tubo della pressa a vuoto
Domande frequenti
- Quali sono i vantaggi dell'utilizzo di forni per il trattamento termico sotto vuoto per le leghe metalliche? Ottenere proprietà e prestazioni metalliche superiori
- In che modo un forno per trattamenti termici sottovuoto migliora le condizioni delle leghe metalliche? Ottieni prestazioni metalliche superiori
- Qual è la differenza tra il trattamento termico e il trattamento termico sotto vuoto? Ottenere proprietà metalliche superiori con finiture impeccabili
- In che modo viene eseguito il trattamento termico sotto vuoto in termini di controllo della temperatura e del tempo? Padroneggiare trasformazioni precise dei materiali
- Qual è l'applicazione principale dei forni di trattamento termico sottovuoto nell'industria aerospaziale? Migliora le prestazioni dei componenti con precisione



















