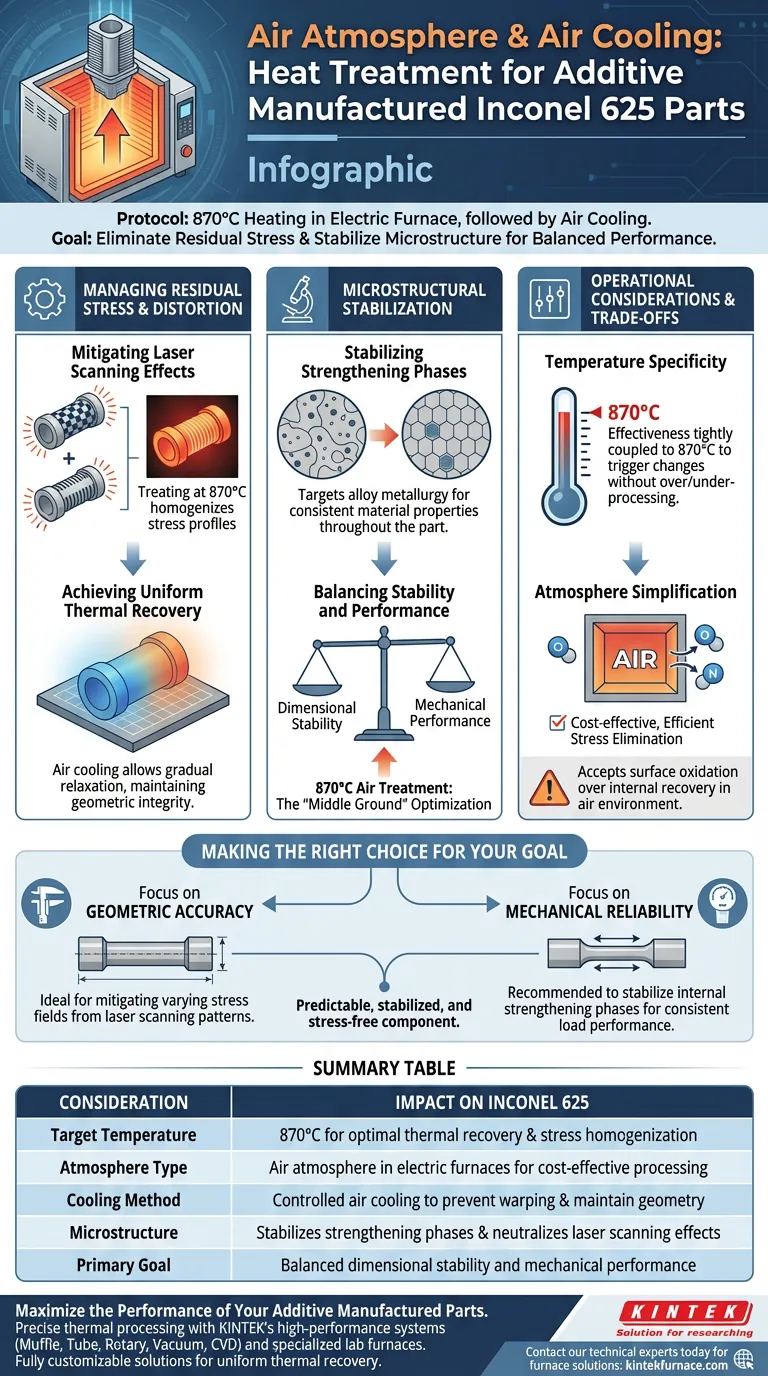
La scelta di un'atmosfera d'aria e di un raffreddamento ad aria per le parti in Inconel 625 prodotte additivamente si basa su uno specifico protocollo di riscaldamento a 870°C in un forno elettrico. Questo approccio viene utilizzato principalmente per eliminare le tensioni residue e stabilizzare la microstruttura interna della lega, offrendo un equilibrio pratico tra stabilità dimensionale e prestazioni meccaniche.
Il valore fondamentale di questo metodo risiede nella sua capacità di fornire un recupero termico uniforme. Neutralizza efficacemente i diversi campi di tensione causati da diverse strategie di scansione laser, garantendo proprietà del materiale coerenti indipendentemente dal modello di stampa.

Gestione delle Tensioni Residue e della Distorsione
Mitigazione degli Effetti della Scansione Laser
La produzione additiva introduce complessi campi di tensione nelle parti in base al movimento del laser. Diverse strategie, come i modelli a scacchiera o a strisce, creano profili di tensioni residue variabili.
Il trattamento della parte a 870°C serve a omogeneizzare queste differenze. Il processo mitiga le specifiche firme di tensione lasciate dalla strategia di stampa, ripristinando lo stato interno del materiale.
Ottenere un Recupero Termico Uniforme
La combinazione di riscaldamento e successivo raffreddamento ad aria fornisce un effetto di recupero termico uniforme. Questa uniformità è fondamentale per prevenire deformazioni o distorsioni dopo che la parte viene rimossa dalla piastra di costruzione.
Consentendo alla parte di raffreddarsi all'aria, il materiale si rilassa gradualmente. Ciò aiuta a mantenere l'integrità geometrica del componente rilasciando al contempo la tensione interna accumulata durante il rapido riscaldamento e raffreddamento del processo di stampa.
Stabilizzazione Microstrutturale
Stabilizzazione delle Fasi di Rinforzo
Oltre al semplice rilassamento delle tensioni, questo specifico ciclo termico mira alla metallurgia della lega. Il trattamento stabilizza le fasi di rinforzo interne dell'Inconel 625.
Questa stabilizzazione è essenziale per prestazioni affidabili. Garantisce che la microstruttura del materiale sia coerente in tutta la parte, piuttosto che variare in base alle velocità di raffreddamento locali sperimentate durante la stampa.
Bilanciare Stabilità e Prestazioni
L'obiettivo finale di questo protocollo è l'equilibrio. È progettato per bilanciare la stabilità dimensionale con le prestazioni meccaniche.
Non si sacrifica la forma della parte per ottenere resistenza, né si sacrifica la resistenza per mantenere la parte dritta. Il trattamento ad aria a 870°C raggiunge un'ottimizzazione di "via di mezzo" adatta a componenti funzionali.
Considerazioni Operative e Compromessi
Specificità della Temperatura
L'efficacia di questo metodo è strettamente legata al punto di impostazione di 870°C. Questa temperatura è specificamente selezionata per innescare le necessarie modifiche microstrutturali senza surriscaldare o sottoprocessare il materiale.
Semplificazione dell'Atmosfera
L'utilizzo di un'atmosfera d'aria in un forno elettrico standard semplifica i requisiti operativi rispetto ai trattamenti sotto vuoto o in gas inerte. Tuttavia, implica che l'interazione chimica superficiale con l'aria a questa temperatura sia accettabile per l'applicazione.
Il principale compromesso qui è l'accettazione di un ambiente d'aria per ottenere un'eliminazione delle tensioni efficiente e conveniente. Il processo privilegia il recupero strutturale interno rispetto alle preoccupazioni di ossidazione superficiale tipicamente associate ad ambienti non sottovuoto.
Fare la Scelta Giusta per il Tuo Obiettivo
Per determinare se questo protocollo di trattamento termico è in linea con i tuoi obiettivi di produzione, considera i tuoi requisiti specifici per la gestione delle tensioni e la consistenza meccanica.
- Se la tua priorità assoluta è l'accuratezza geometrica: Questo metodo è ideale in quanto mitiga i diversi campi di tensione derivanti dai modelli di scansione laser (come scacchiera o strisce) per garantire la stabilità dimensionale.
- Se la tua priorità assoluta è l'affidabilità meccanica: Questo approccio è raccomandato per stabilizzare le fasi di rinforzo interne, garantendo che la lega si comporti in modo coerente sotto carico.
Attenendosi al protocollo di atmosfera d'aria a 870°C e raffreddamento ad aria, si garantisce un componente prevedibile, stabilizzato e privo di tensioni, pronto per l'uso.
Tabella Riassuntiva:
| Considerazione | Impatto sull'Inconel 625 |
|---|---|
| Temperatura Target | 870°C per un recupero termico ottimale e un'omogeneizzazione delle tensioni |
| Tipo di Atmosfera | Atmosfera d'aria in forni elettrici per una lavorazione conveniente |
| Metodo di Raffreddamento | Raffreddamento ad aria controllato per prevenire deformazioni e mantenere la geometria |
| Microstruttura | Stabilizza le fasi di rinforzo e neutralizza gli effetti della scansione laser |
| Obiettivo Primario | Stabilità dimensionale e prestazioni meccaniche bilanciate |
Massimizza le Prestazioni delle Tue Parti Prodotte Additivamente
Una lavorazione termica precisa è la chiave per sbloccare il pieno potenziale dell'Inconel 625. Supportata da R&S e produzione esperte, KINTEK offre sistemi ad alte prestazioni Muffola, Tubo, Rotativi, Sottovuoto e CVD, insieme ad altri forni specializzati per alte temperature da laboratorio, tutti completamente personalizzabili per soddisfare le tue esigenze metallurgiche uniche.
Sia che tu stia mitigando le tensioni residue da complessi schemi laser o stabilizzando le microstrutture della lega, la nostra attrezzatura garantisce il recupero termico uniforme richiesto dai tuoi componenti funzionali.
Pronto a elevare la precisione del tuo trattamento termico? Contatta oggi stesso i nostri esperti tecnici per trovare la soluzione di forno perfetta per il tuo laboratorio o la tua linea di produzione.
Guida Visiva
Riferimenti
- Alexandru Paraschiv, Mihai Vlăduț. Assessment of Residual Stresses in Laser Powder Bed Fusion Manufactured IN 625. DOI: 10.3390/ma17020413
Questo articolo si basa anche su informazioni tecniche da Kintek Furnace Base di Conoscenza .
Prodotti correlati
- Forno di trattamento termico e sinterizzazione sotto vuoto a pressione d'aria da 9MPa
- Forno ad atmosfera inerte controllata con azoto da 1400℃
- Forno a atmosfera controllata di azoto inerte a 1200℃
- 1700℃ Forno ad atmosfera inerte controllata con azoto
- Forno ad atmosfera inerte controllata ad azoto e idrogeno
Domande frequenti
- Qual è lo scopo di impostare una fase di mantenimento a media temperatura? Eliminare i difetti nella sinterizzazione sotto vuoto
- Quali caratteristiche di sicurezza sono integrate nei forni a sinterizzazione sottovuoto e pressione? Garantire la protezione dell'operatore e dell'apparecchiatura
- Quali materiali possono essere lavorati utilizzando forni di sinterizzazione sottovuoto e a pressione? Sblocca la densificazione di materiali ad alte prestazioni
- Qual è il meccanismo di un forno di sinterizzazione sottovuoto per AlCoCrFeNi2.1 + Y2O3? Ottimizza la tua lavorazione di leghe ad alta entropia
- Quali sono i principali componenti strutturali di un forno di sinterizzazione sottovuoto? Sbloccare la precisione nella lavorazione ad alta temperatura













