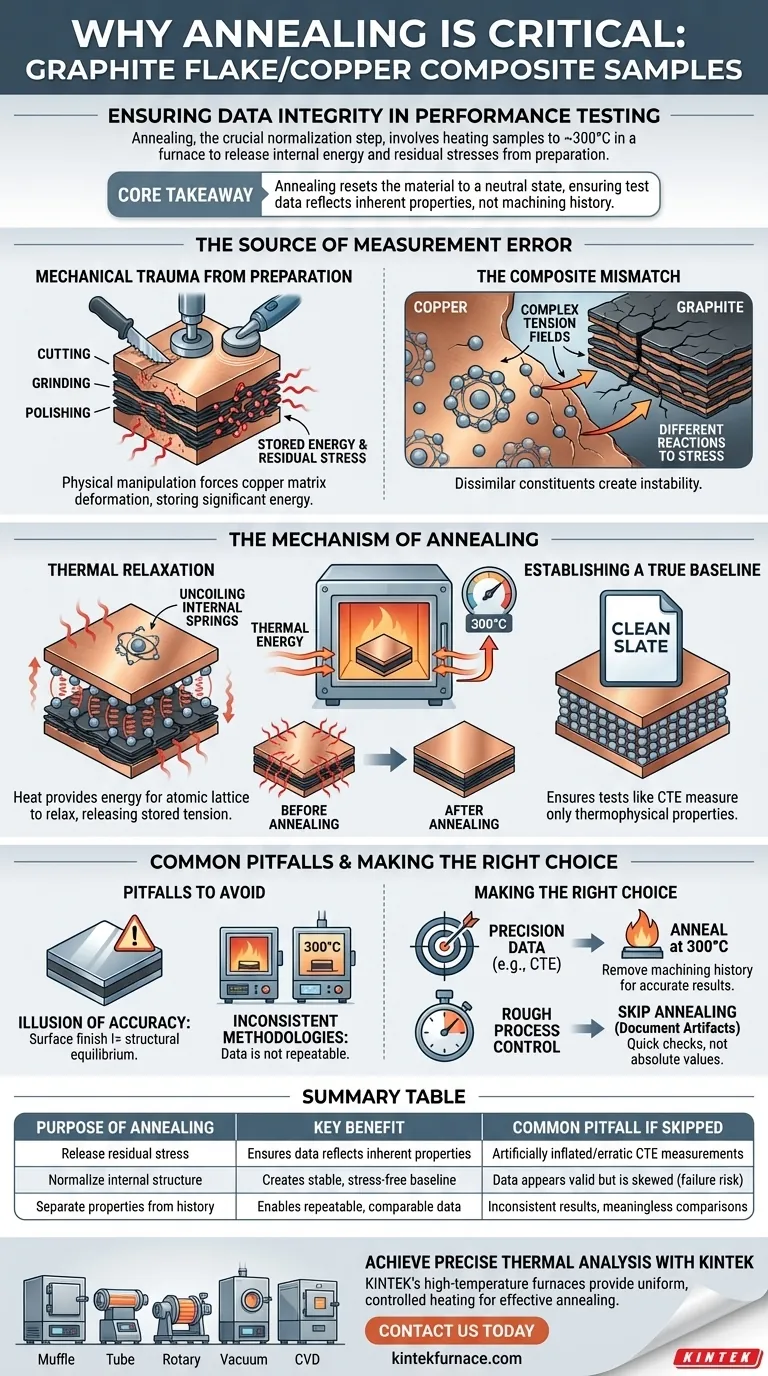
La ricottura è la fase critica di normalizzazione necessaria per garantire l'integrità dei dati nei materiali compositi. Per i compositi di grafite lamellare/rame, questo processo prevede il riscaldamento del campione a circa 300°C in un forno di trattamento termico per rilasciare energia interna. Ciò elimina le tensioni residue causate dal taglio e dalla lucidatura, impedendo loro di falsare i risultati di test di prestazione sensibili come le misurazioni dell'espansione termica.
Concetto chiave: La preparazione meccanica di un campione crea una tensione interna invisibile. La ricottura riporta il materiale a uno stato neutro, garantendo che i dati di test successivi riflettano le proprietà intrinseche del materiale piuttosto che la storia della sua lavorazione.

La Fonte dell'Errore di Misurazione
Trauma Meccanico dalla Preparazione
La preparazione di un campione composito per il test è un processo violento a livello microscopico. Tecniche come il taglio, la molatura e la lucidatura applicano una forza meccanica significativa al materiale.
Questa manipolazione fisica deforma plasticamente la matrice di rame. Sebbene il campione possa apparire liscio a occhio nudo, la struttura atomica trattiene una significativa energia immagazzinata sotto forma di tensione residua.
Il Disallineamento del Composito
I compositi di grafite lamellare/rame affrontano una sfida unica a causa della dissimilarità dei loro costituenti. Il rame è duttile e metallico, mentre la grafite è fragile e stratificata.
Durante la lavorazione, questi materiali reagiscono diversamente allo stress fisico. Ciò crea complessi campi di tensione all'interfaccia dove il rame incontra le lamelle di grafite, rendendo il materiale instabile per test di precisione.
Il Meccanismo della Ricottura
Rilassamento Termico
La ricottura affronta questa instabilità introducendo energia termica controllata. Riscaldando il campione a 300°C in un forno a muffola o ad atmosfera, si fornisce l'energia necessaria al reticolo atomico per rilassarsi.
Questo processo consente al materiale di rilasciare la tensione immagazzinata durante la lavorazione. Efficacemente "srotola" le molle interne create dalla deformazione meccanica senza alterare la composizione del materiale.
Stabilire una Base di Riferimento Veritiera
L'obiettivo finale di questo trattamento termico è creare una "tabula rasa". I test di precisione, in particolare quelli che misurano il coefficiente di espansione termica (CTE), si basano su un punto di partenza stabile.
Se un campione non viene ricotto, la fase di riscaldamento iniziale del test misurerà sia l'espansione naturale del materiale *sia* il rilascio dello stress di produzione. La ricottura separa queste variabili, garantendo che il test misuri solo le proprietà termo-fisiche.
Errori Comuni da Evitare
L'Illusione dell'Accuratezza
Un errore comune è presumere che un campione altamente lucidato sia pronto per il test. La finitura superficiale non equivale all'equilibrio strutturale.
Saltare la fase di ricottura spesso si traduce in dati che sembrano validi ma sono in realtà distorti. Ciò è particolarmente pericoloso nelle applicazioni di alta precisione dove anche deviazioni minori nei dati di espansione termica possono portare al guasto dei componenti.
Metodologie Incoerenti
I dati sono preziosi solo se ripetibili. Se i campioni vengono ricotti a temperature diverse o saltati del tutto, i confronti tra lotti diventano privi di significato.
Standardizzare la temperatura di ricottura (tipicamente 300°C per questo specifico composito) è importante quanto il metodo di test stesso. Garantisce che ogni campione parta dallo stesso stato privo di stress.
Fare la Scelta Giusta per il Tuo Obiettivo
Per ottenere dati affidabili, devi allineare i tuoi passaggi di preparazione con i tuoi obiettivi di misurazione.
- Se il tuo obiettivo principale sono i Dati di Precisione (es. CTE): Devi ricuocere il campione a 300°C per rimuovere la storia di lavorazione; altrimenti, i tuoi coefficienti di espansione termica saranno artificialmente gonfiati o erratici.
- Se il tuo obiettivo principale è il Controllo di Processo Approssimativo: Potresti saltare la ricottura per controlli rapidi, ma devi documentare che i risultati includono artefatti di stress residuo e non sono valori assoluti.
La ricottura non è semplicemente una fase di preparazione; è il prerequisito per la verità scientifica nella caratterizzazione dei materiali.
Tabella Riassuntiva:
| Scopo della Ricottura | Beneficio Chiave | Errore Comune se Saltata |
|---|---|---|
| Rilascio dello stress residuo da taglio/lucidatura | Garantisce che i dati di test riflettano le proprietà intrinseche del materiale | Misurazioni CTE artificialmente gonfiate o erratiche |
| Normalizzazione della struttura interna del composito | Crea una base di riferimento stabile e priva di stress per i test | I dati appaiono validi ma sono distorti, rischiando il guasto del componente |
| Separazione delle proprietà del materiale dalla storia di lavorazione | Consente dati ripetibili, comparabili e precisi | Risultati incoerenti rendono i confronti tra lotti privi di significato |
Ottieni dati di analisi termica precisi e affidabili con il forno da laboratorio giusto.
L'integrità dei tuoi test sui materiali inizia con una preparazione precisa del campione. I forni ad alta temperatura di KINTEK, inclusi i forni a muffola e tubolari, forniscono il riscaldamento uniforme e controllato essenziale per processi di ricottura efficaci.
Supportato da ricerca e sviluppo e produzione esperti, KINTEK offre sistemi a muffola, tubolari, rotativi, sottovuoto e CVD, tutti personalizzabili per le esigenze uniche del tuo laboratorio. Assicurati che i tuoi campioni compositi di grafite/rame siano preparati perfettamente per test CTE e di prestazione accurati.
Contattaci oggi stesso per discutere come i nostri forni possono migliorare le capacità del tuo laboratorio e l'integrità dei dati. Contattaci
Guida Visiva
Prodotti correlati
- 2200 ℃ Forno per il trattamento termico sottovuoto della grafite
- Forno di sinterizzazione e brasatura con trattamento termico sottovuoto
- Forno di sinterizzazione con trattamento termico sottovuoto con pressione per la sinterizzazione sottovuoto
- Forno di sinterizzazione per trattamento termico sottovuoto Forno di sinterizzazione sottovuoto per filo di molibdeno
- Piccolo trattamento termico sotto vuoto e forno di sinterizzazione del filo di tungsteno
Domande frequenti
- In che modo un forno per trattamenti termici sottovuoto migliora le condizioni delle leghe metalliche? Ottieni prestazioni metalliche superiori
- Qual è il processo di trattamento termico sotto vuoto? Ottenere proprietà metallurgiche superiori
- Quali sono i vantaggi dell'utilizzo di un forno a trattamento termico sottovuoto? Ottenere una qualità del materiale e un controllo superiori
- In che modo viene eseguito il trattamento termico sotto vuoto in termini di controllo della temperatura e del tempo? Padroneggiare trasformazioni precise dei materiali
- Qual è la funzione dei forni industriali per il trattamento termico sottovuoto? Migliorare la qualità dell'acciaio Maraging stampato in 3D



















