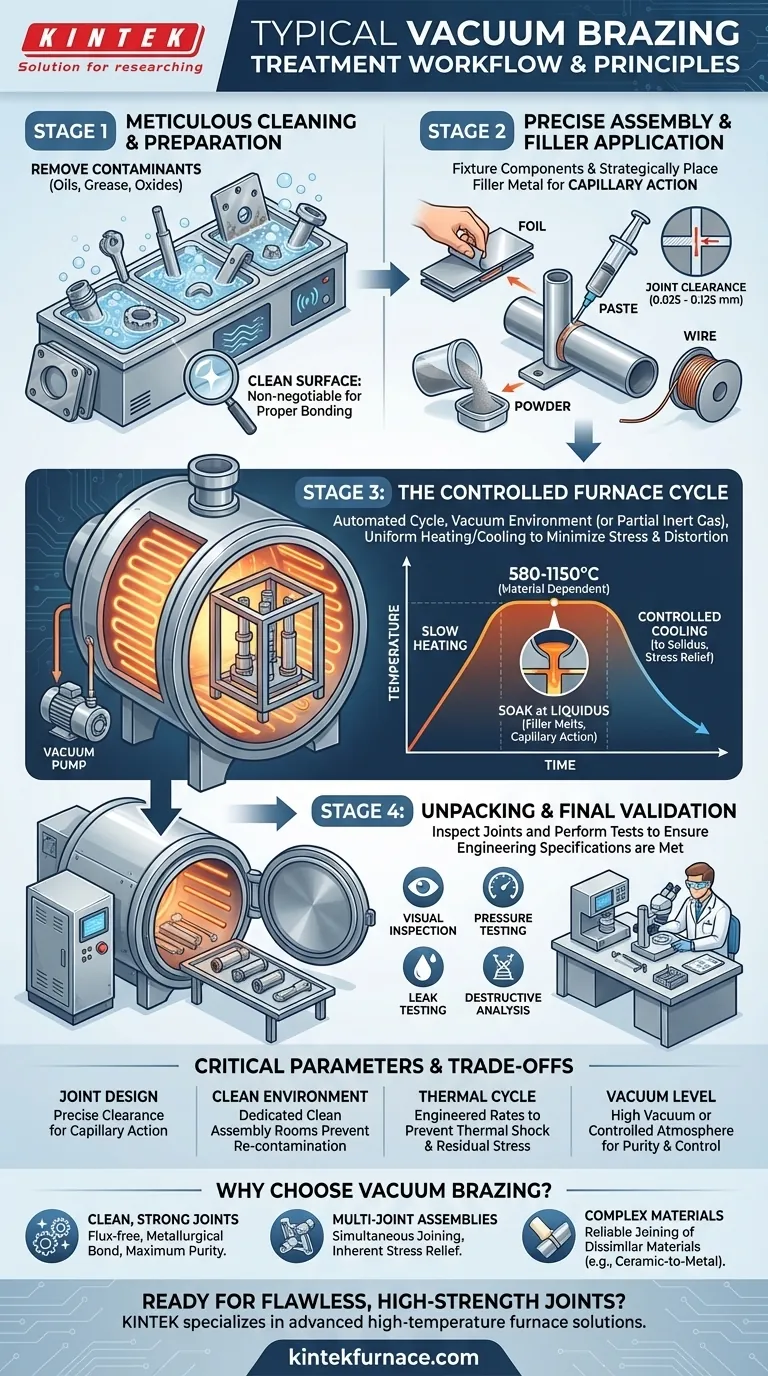
Nella sua essenza, un trattamento di brasatura sotto vuoto è un processo a più stadi che utilizza un ambiente controllato e privo di flussante per unire i componenti. Il flusso di lavoro tipico prevede una pulizia meticolosa delle parti, un assemblaggio preciso con un metallo d'apporto, un ciclo di riscaldamento e raffreddamento altamente controllato all'interno di un forno a vuoto, e infine, ispezione e collaudo del giunto finito.
Il successo della brasatura sotto vuoto dipende meno dai singoli passaggi e più dal principio del controllo assoluto. Eliminando i contaminanti atmosferici, il processo consente al metallo d'apporto di legarsi ai materiali di base a livello metallurgico, creando giunti eccezionalmente puliti, resistenti e privi di stress.

Scomposizione del Flusso di Lavoro della Brasatura Sotto Vuoto
Comprendere ogni fase è fondamentale per apprezzare perché questo processo viene scelto per applicazioni ad alte prestazioni. Il flusso di lavoro può essere suddiviso in quattro fasi distinte.
Fase 1: Pulizia e Preparazione Meticolose
Prima che qualsiasi cosa entri nel forno, tutti i componenti devono essere perfettamente puliti. L'obiettivo è rimuovere eventuali contaminanti superficiali, come oli, grasso e soprattutto ossidi.
Questa pulizia è tassativa poiché l'ambiente sottovuoto è progettato per prevenire la formazione di ossidi, non per rimuovere quelli esistenti. Una superficie pulita assicura che il metallo d'apporto fuso possa "bagnare" e legarsi correttamente ai materiali di base.
Fase 2: Assemblaggio Preciso e Applicazione del Metallo d'Apporto
Una volta puliti, i componenti vengono fissati nel loro assemblaggio finale. Il metallo d'apporto per la brasatura viene quindi posizionato strategicamente in corrispondenza o in prossimità dei giunti che deve riempire.
Questo metallo d'apporto può presentarsi in varie forme, tra cui lamina, pasta, polvere o filo. La scelta dipende dalla progettazione del giunto, dai materiali e dai requisiti specifici dell'applicazione.
Fase 3: Il Ciclo Controllato del Forno
Questo è il cuore del processo. Le parti assemblate vengono caricate sui telai del forno e collocate all'interno della camera a vuoto. Il ciclo è tipicamente automatizzato e controllato da microprocessore.
Innanzitutto, viene creato un vuoto potente per rimuovere aria e altri gas reattivi. Il forno riscalda quindi l'assemblaggio in modo lento e controllato fino alla temperatura di brasatura specificata. Questa temperatura varia significativamente a seconda del materiale, da 580-620°C per le leghe di alluminio a 800-1150°C per gli acciai e altre leghe ad alta temperatura.
L'assemblaggio viene mantenuto a questa temperatura di picco—sopra il punto di fusione del metallo d'apporto (liquidus)—per una breve durata. Durante questa "sosta", il metallo d'apporto si fonde e viene aspirato nelle fessure strette per azione capillare.
Infine, il forno inizia un ciclo di raffreddamento lento e controllato. Questo permette al metallo d'apporto di solidificarsi (raggiungendo la sua temperatura di solidus) e all'intero assemblaggio di raffreddarsi uniformemente, minimizzando le sollecitazioni interne e le potenziali distorsioni.
Fase 4: Disimballaggio e Convalida Finale
Dopo che l'assemblaggio si è completamente raffreddato, il forno viene riportato alla pressione atmosferica e le parti vengono rimosse con cura.
I giunti brasati sono sottoposti a un'approfondita ispezione visiva. A seconda dei requisiti del componente, possono essere eseguite ulteriori convalide, come prove di pressione, prove di tenuta o analisi distruttive, per garantire che il giunto soddisfi tutte le specifiche di ingegneria.
Comprendere i Parametri Critici e i Compromessi
Seguire semplicemente i passaggi non è sufficiente. L'affidabilità di un giunto brasato sottovuoto dipende dalla padronanza di diverse variabili critiche che influenzano il risultato.
Il Primato della Progettazione del Giunto e del Gioco
La brasatura di successo si basa sull'azione capillare per tirare il metallo d'apporto nello spazio. Affinché ciò funzioni, il gioco del giunto deve essere controllato con precisione.
Un gioco tipico è compreso tra 0,025 mm e 0,125 mm (0.001" - 0.005"). Un varco troppo piccolo impedisce al materiale d'apporto di fluire; un varco troppo grande interrompe l'effetto capillare e può provocare vuoti o un giunto debole.
L'Importanza di un Ambiente Pulito
La necessità di pulizia va oltre le parti stesse. Le operazioni di brasatura ad alta integrità spesso utilizzano sale di assemblaggio pulite dedicate per prevenire la ricontaminazione prima che le parti entrino nel forno.
Precisione del Ciclo Termico
I tassi di riscaldamento e raffreddamento non sono arbitrari. Sono accuratamente progettati per prevenire shock termico, distorsione e stress residuo nell'assemblaggio finale. Questa gestione termica precisa è uno dei vantaggi chiave della brasatura in forno a vuoto.
Livello di Vuoto Rispetto all'Atmosfera Protettiva
Sebbene l'alto vuoto sia lo standard, alcuni processi possono introdurre una pressione parziale di un gas inerte come l'argon. Questo può essere utilizzato per sopprimere la vaporizzazione di alcuni elementi dai metalli di base o dalla lega d'apporto ad alte temperature, fornendo un ulteriore livello di controllo del processo.
Fare la Scelta Giusta per il Tuo Progetto
Comprendere i dettagli del processo ti consente di sfruttare i suoi punti di forza unici per obiettivi ingegneristici specifici.
- Se la tua attenzione principale è l'unione di materiali complessi o dissimili (es. ceramica-metallo): Il controllo termico preciso e uniforme della brasatura sotto vuoto minimizza lo stress e lo rende uno dei metodi più affidabili disponibili.
- Se la tua attenzione principale è la creazione di assemblaggi multi-giunto in un unico passaggio: L'intero assemblaggio può essere riscaldato e raffreddato come un unico corpo, creando giunti multipli e simultanei che sono intrinsecamente privi di stress.
- Se la tua attenzione principale è ottenere la massima purezza e resistenza del giunto: L'ambiente privo di flussante previene la contaminazione, risultando in un legame metallurgico pulito e resistente che spesso eguaglia la resistenza dei materiali di base.
Padroneggiando ogni fase e i suoi principi fondamentali, puoi utilizzare la brasatura sotto vuoto per produrre componenti con affidabilità e prestazioni senza pari.
Tabella Riassuntiva:
| Fase | Azioni Chiave | Parametri Critici |
|---|---|---|
| 1. Pulizia e Preparazione | Rimuovere oli, grasso e ossidi; assicurare superfici prive di contaminanti | La pulizia è tassativa per una corretta adesione |
| 2. Assemblaggio e Applicazione del Metallo d'Apporto | Fissare i componenti; applicare il metallo d'apporto (lamina, pasta, polvere, filo) | Gioco del giunto: 0,025-0,125 mm per l'azione capillare |
| 3. Ciclo Controllato del Forno | Caricare nel forno a vuoto; riscaldare alla temperatura di brasatura (es. 580-1150°C); mantenere e raffreddare lentamente | Controllo della temperatura, livello di vuoto, velocità di riscaldamento/raffreddamento per prevenire lo stress |
| 4. Disimballaggio e Convalida | Ispezionare i giunti; eseguire test (es. pressione, tenuta) | Ispezione visiva e verifiche delle specifiche di ingegneria |
Pronto a ottenere giunti impeccabili e ad alta resistenza con la brasatura sotto vuoto? KINTEK è specializzata in soluzioni avanzate per forni ad alta temperatura, inclusi forni a vuoto e a atmosfera controllata, personalizzati per diverse esigenze di laboratorio. Sfruttando la nostra eccezionale R&S e la produzione interna, offriamo una profonda personalizzazione per soddisfare i requisiti sperimentali unici dei vostri progetti. Contattateci oggi per discutere come la nostra esperienza può migliorare l'affidabilità e le prestazioni del vostro progetto!
Guida Visiva
Prodotti correlati
- Forno di sinterizzazione e brasatura con trattamento termico sottovuoto
- Macchina del forno a caldo della pressa a vuoto Riscaldata Pressa a vuoto
- Macchina del forno a caldo della pressa a vuoto Forno riscaldato del tubo della pressa a vuoto
- Forno di sinterizzazione per trattamento termico sottovuoto Forno di sinterizzazione sottovuoto per filo di molibdeno
- Forno di trattamento termico e sinterizzazione a vuoto della pressa a caldo a induzione 600T
Domande frequenti
- Qual è la temperatura di una brasatura in forno a vuoto? Ottimizza la forza e la pulizia del tuo giunto
- In che modo il trattamento termico sottovuoto influisce sulla struttura dei grani delle leghe metalliche? Ottieni un controllo preciso della microstruttura
- Qual è la funzione dei forni industriali per il trattamento termico sottovuoto? Migliorare la qualità dell'acciaio Maraging stampato in 3D
- Qual è il significato della brasatura sottovuoto nella produzione moderna? Ottenere giunti forti e puri per applicazioni critiche
- Qual è il ruolo dei forni ad alta precisione nel trattamento termico dell'Inconel 718? Padroneggia l'ingegneria microstrutturale



















