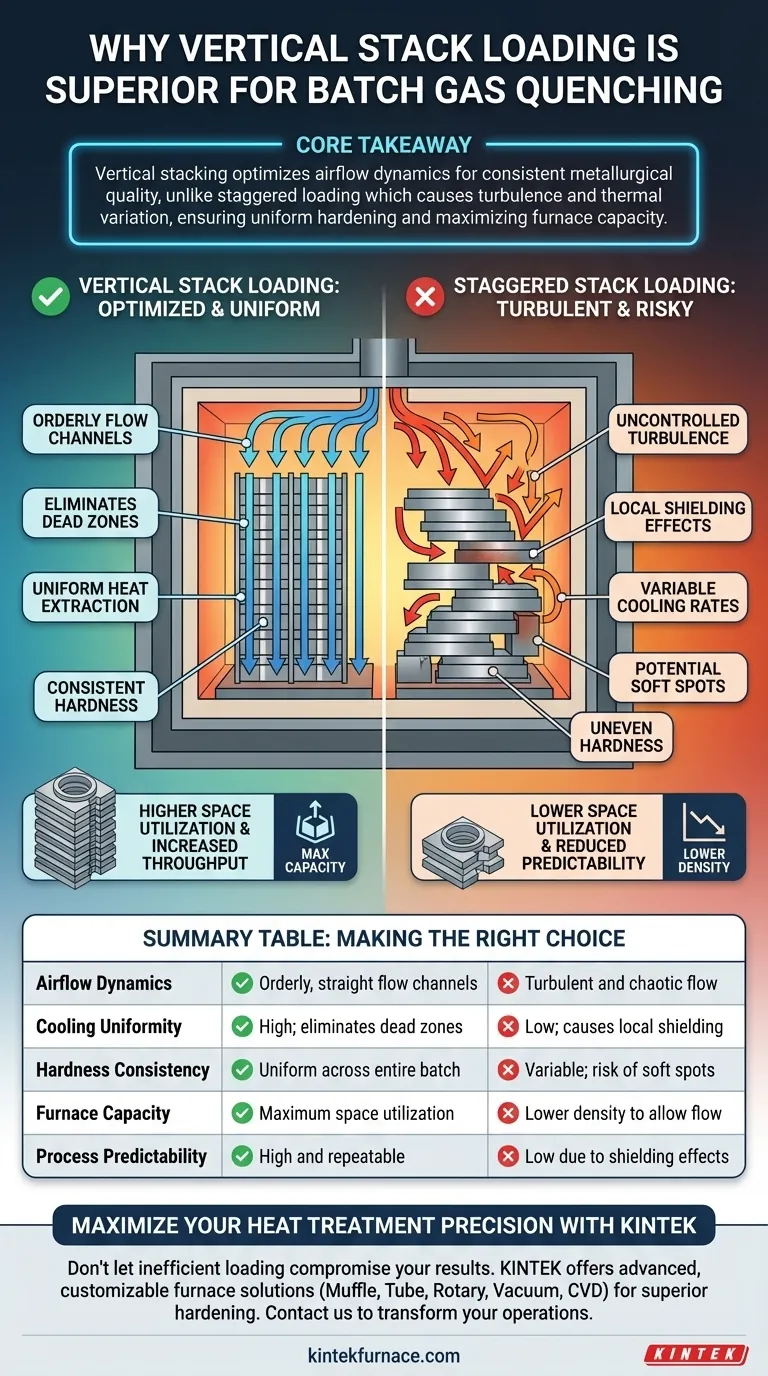
Il caricamento a pila verticale è la scelta superiore per il trattamento termico a gas in batch perché ottimizza le dinamiche del flusso d'aria per garantire una qualità metallurgica costante. A differenza delle disposizioni sfalsate, che disturbano la velocità del gas e creano variazioni termiche, l'impilamento verticale allinea i pezzi per consentire un flusso ordinato e senza ostacoli del mezzo di raffreddamento, massimizzando al contempo la capacità del forno.
Concetto chiave: Il caricamento sfalsato introduce turbolenza ed effetti di "schermatura" che portano a un raffreddamento non uniforme e a potenziali punti deboli. Il caricamento verticale risolve questo problema creando chiari canali di flusso per il gas, garantendo un indurimento uniforme su tutto il lotto e aumentando il numero totale di pezzi lavorati per ciclo.
Ottenere la coerenza metallurgica
Ottimizzazione del campo di flusso
Per ottenere una durezza uniforme, il gas di tempra deve estrarre calore alla stessa velocità da ogni pezzo. Il caricamento a pila verticale facilita questo processo creando canali verticali dritti tra i pezzi.
Questa configurazione consente al gas di muoversi in modo ordinato, mantenendo un'elevata velocità dalla parte superiore a quella inferiore del carico.
Eliminazione delle zone a bassa velocità
Un difetto critico nei caricamenti non ottimizzati è la creazione di "zone morte" in cui la velocità del gas diminuisce. Il riferimento primario indica che le configurazioni verticali eliminano efficacemente le zone a bassa velocità, in particolare vicino alle pareti esterne del forno.
Mantenendo una velocità del gas costante in tutta la camera, si previene la formazione di punti deboli sui pezzi situati alla periferia del carico.
I rischi del caricamento sfalsato
Il problema della schermatura locale
L'impilamento sfalsato crea una barriera fisica al mezzo di raffreddamento. I pezzi posizionati a monte schermano efficacemente quelli dietro o sotto di essi, impedendo al gas fresco e freddo di raggiungere le superfici dei pezzi a valle.
Ciò si traduce in significative variazioni nei tassi di raffreddamento, il che significa che pezzi dello stesso lotto possono avere proprietà metallurgiche diverse.
Turbolenza e imprevedibilità
Sebbene una certa turbolenza sia inevitabile nel trattamento termico ad alta pressione, il caricamento sfalsato genera turbolenza incontrollata.
Invece di fluire uniformemente sulle superfici, il gas è costretto a cambiare direzione rapidamente. Questo movimento caotico interrompe il processo di trasferimento del calore, rendendo difficile prevedere o controllare la qualità finale dei pezzi.
Efficienza produttiva e capacità
Massimizzazione dell'utilizzo dello spazio
Oltre alla qualità, l'impilamento verticale offre un netto vantaggio economico. Offre un maggiore utilizzo dello spazio, consentendo di inserire un volume maggiore di pezzi nella camera del forno senza compromettere il flusso d'aria.
Aumento della produttività
Poiché il campo di flusso è ottimizzato, è possibile caricare il forno in sicurezza alla sua massima capacità. Ciò si traduce in maggiori capacità di carico del forno per ciclo, riducendo il costo per pezzo e aumentando la produttività complessiva dell'impianto.
Considerazioni operative e compromessi
Stabilità delle attrezzature
Sebbene l'impilamento verticale sia superiore per il flusso d'aria, richiede attrezzature robuste. I pezzi devono essere fissati in modo da non toccarsi o ostruire i canali verticali. Pila verticali mal stabilizzate possono portare a spostamenti dei pezzi durante i rapidi cambiamenti di pressione del trattamento termico.
Dipendenza dalla geometria
Il caricamento verticale è ideale per molte geometrie, ma non per tutte. Pezzi complessi con cavità profonde potrebbero comunque richiedere aggiustamenti specifici dell'orientamento. È necessario assicurarsi che l'orientamento verticale non intrappoli gas o liquidi (se è coinvolto un lavaggio) nelle cavità interne.
Fare la scelta giusta per il tuo obiettivo
Per massimizzare l'efficienza della produzione di trattamento termico a gas in batch, allinea il tuo schema di caricamento con i tuoi obiettivi specifici:
- Se la tua priorità principale è la coerenza della qualità: adotta l'impilamento verticale per eliminare la schermatura e garantire che ogni pezzo subisca lo stesso tasso di raffreddamento.
- Se la tua priorità principale è il volume di produzione: utilizza configurazioni verticali per massimizzare la densità del carico senza rischiare le "zone morte" associate all'imballaggio sfalsato.
Abbinando la tua strategia di caricamento alla fisica del flusso di gas, trasformi un processo variabile in un'operazione affidabile ad alta resa.
Tabella riassuntiva:
| Caratteristica | Caricamento a pila verticale | Caricamento a pila sfalsata |
|---|---|---|
| Dinamiche del flusso d'aria | Canali di flusso ordinati e dritti | Flusso turbolento e caotico |
| Uniformità di raffreddamento | Elevata; elimina le zone morte | Bassa; causa schermatura locale |
| Coerenza della durezza | Uniforme su tutto il lotto | Variabile; rischio di punti deboli |
| Capacità del forno | Massimizzazione dell'utilizzo dello spazio | Densità inferiore per consentire il flusso |
| Prevedibilità del processo | Elevata e ripetibile | Bassa a causa degli effetti di schermatura |
Massimizza la precisione del tuo trattamento termico con KINTEK
Non lasciare che schemi di caricamento inefficienti compromettano i tuoi risultati metallurgici. KINTEK fornisce soluzioni termiche all'avanguardia supportate da ricerca e sviluppo e produzione esperti. Sia che tu richieda sistemi a muffola, a tubo, rotativi, sottovuoto o CVD, i nostri forni da laboratorio ad alta temperatura sono completamente personalizzabili per soddisfare le tue esigenze produttive uniche.
Pronto a ottenere un indurimento superiore e una maggiore produttività? Contattaci oggi stesso per scoprire come la nostra tecnologia di forni avanzata può trasformare le tue operazioni di trattamento termico in batch.
Guida Visiva
Riferimenti
- Zaiyong Ma, Jingbo Ma. Research on the uniformity of cooling of gear ring parts under vacuum high-pressure gas quenching. DOI: 10.1088/1742-6596/3080/1/012130
Questo articolo si basa anche su informazioni tecniche da Kintek Furnace Base di Conoscenza .
Prodotti correlati
- Forno a atmosfera controllata di azoto inerte a 1200℃
- Forno di sinterizzazione con trattamento termico sottovuoto con pressione per la sinterizzazione sottovuoto
- Forno di sinterizzazione e brasatura con trattamento termico sottovuoto
- Forno ad atmosfera controllata con nastro a rete Forno ad atmosfera inerte con azoto
- Forno ad atmosfera inerte controllata ad azoto e idrogeno
Domande frequenti
- Quali sono i vantaggi operativi dell'utilizzo di un forno ad atmosfera controllata? Aumenta la qualità e l'efficienza nel trattamento termico
- Quali sono le considerazioni operative per un forno a atmosfera controllata? Fattori chiave per la lavorazione dei materiali
- Quali fattori considerare nella scelta di un forno ad atmosfera controllata? Garantisci prestazioni ottimali per i tuoi materiali
- Quali sono i quattro tipi principali di atmosfere controllate utilizzate in questi forni? Ottimizza i tuoi processi di trattamento termico
- Perché è necessaria una fornace a atmosfera controllata per la sbavatura del 316L? Garantire l'integrità strutturale e zero crepe



















