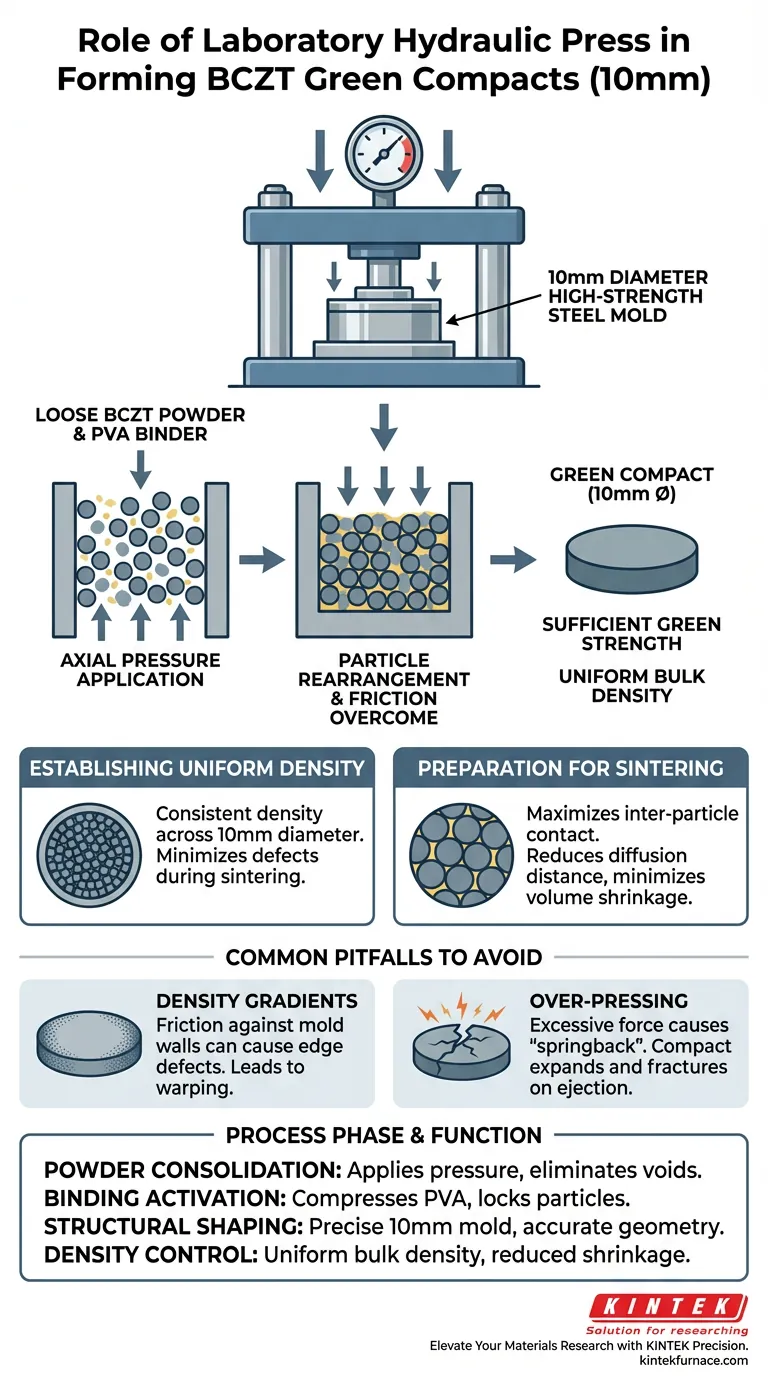
La pressa idraulica da laboratorio funge da meccanismo primario per la densificazione e la sagomatura. Applica una pressione assiale precisa e uniforme attraverso stampi in acciaio ad alta resistenza per trasformare la polvere sciolta di Ba0.85Ca0.15Zr0.1Ti0.9O3 (BCZT) in un disco solido di 10 mm di diametro. Questo processo crea un "compatto verde" con sufficiente resistenza meccanica per essere manipolato prima della fase di cottura finale.
La pressa consente alle particelle di polvere di superare l'attrito e riorganizzarsi efficacemente, utilizzando un legante per stabilire una densità apparente costante essenziale per una sinterizzazione ad alta temperatura di successo.
La meccanica del consolidamento BCZT
Superare l'attrito tra le particelle
La polvere BCZT sciolta resiste naturalmente all'impaccamento a causa dell'attrito tra le particelle. La pressa idraulica applica la forza necessaria per superare questa resistenza.
Esercitando un'elevata pressione assiale, la pressa costringe le particelle a scivolare l'una sull'altra. Questa riorganizzazione elimina le cavità e garantisce un impaccamento stretto all'interno dello stampo da 10 mm.
Il ruolo dei leganti
Per facilitare questo movimento, un legante come l'Alcol Polivinilico (PVA) viene spesso mescolato con la polvere.
La pressione della pressa attiva le proprietà leganti del PVA. Questo aiuta a bloccare le particelle riorganizzate in posizione, garantendo che la forma venga mantenuta dopo il rilascio della pressione.
Ottenere la "resistenza verde"
L'obiettivo immediato dell'uso della pressa è creare un "compatto verde", un corpo ceramico non cotto.
Questo compatto deve possedere una resistenza fisica sufficiente per resistere all'estrazione dallo stampo in acciaio e alla successiva manipolazione. Senza la pressione uniforme fornita dal sistema idraulico, il disco da 10 mm probabilmente si sbriciolerebbe o si creperebbe alla rimozione.
Impatto critico sulle proprietà finali
Stabilire una densità uniforme
La pressa idraulica fa più che semplicemente dare forma alla polvere; stabilisce la densità apparente del materiale.
L'applicazione uniforme della pressione garantisce che la densità sia costante in tutto il diametro di 10 mm. Questa costanza è fondamentale per evitare difetti durante le successive fasi di produzione.
Preparazione per la sinterizzazione
La qualità del compatto verde determina il successo del processo di sinterizzazione (cottura).
Massimizzando il contatto interparticellare attraverso la pressione, la pressa riduce la distanza che gli atomi devono diffondere durante il riscaldamento. Ciò riduce al minimo il restringimento volumetrico e crea una base stabile affinché il materiale si densifichi in una ceramica funzionale.
Errori comuni da evitare
Gradienti di densità
Sebbene le presse idrauliche siano efficaci, l'applicazione di pressione assiale può talvolta creare gradienti di densità.
L'attrito contro le pareti dello stampo può far sì che i bordi del disco da 10 mm siano meno densi del centro. Ciò può causare deformazioni durante la sinterizzazione se la pressione non viene applicata uniformemente o se le pareti dello stampo non sono adeguatamente lubrificate.
Sovrapressione
È possibile applicare troppa pressione.
Una forza eccessiva può causare "molla indietro", dove l'aria intrappolata o l'energia elastica nel legante fanno espandere e fratturare il compatto durante l'estrazione. Trovare la finestra di pressione ottimale è fondamentale per l'integrità del BCZT.
Fare la scelta giusta per il tuo obiettivo
Per garantire campioni BCZT di alta qualità, adatta la tua strategia di pressatura al tuo risultato specifico:
- Se il tuo obiettivo principale è la manipolazione meccanica: Assicurati di utilizzare una pressione sufficiente per attivare il legante PVA, creando un corpo verde robusto che non si sbricioli.
- Se il tuo obiettivo principale è la densità finale: Dai priorità all'applicazione uniforme della pressione per massimizzare la riorganizzazione delle particelle, il che riduce al minimo il restringimento e le crepe durante la fase di sinterizzazione ad alta temperatura.
Una fase di pressatura idraulica controllata con precisione è il prerequisito non negoziabile per la produzione di ceramiche BCZT ad alte prestazioni.
Tabella riassuntiva:
| Fase del processo | Funzione della pressa idraulica | Risultato chiave |
|---|---|---|
| Consolidamento della polvere | Applica alta pressione assiale per superare l'attrito tra le particelle. | Eliminazione delle cavità e impaccamento stretto delle particelle. |
| Attivazione del legante | Comprime il legante PVA per bloccare le particelle in posizione. | Elevata resistenza verde per una manipolazione sicura. |
| Formatura strutturale | Forza il materiale in uno stampo preciso in acciaio ad alta resistenza da 10 mm. | Geometria e dimensioni precise del disco. |
| Controllo della densità | Stabilisce una densità apparente uniforme su tutto il disco. | Riduzione del restringimento volumetrico durante la sinterizzazione finale. |
Eleva la tua ricerca sui materiali con la precisione KINTEK
Ottenere il compatto verde BCZT perfetto richiede più della semplice forza: richiede precisione e affidabilità. KINTEK fornisce presse idrauliche da laboratorio e stampi di precisione leader del settore, progettati per eliminare i gradienti di densità e prevenire la frattura del campione.
Supportato da ricerca e sviluppo e produzione esperti, KINTEK offre una gamma completa di soluzioni di laboratorio, tra cui sistemi Muffle, Tube, Rotary, Vacuum e CVD, oltre a forni ad alta temperatura e apparecchiature idrauliche personalizzabili su misura per le tue esigenze di ricerca uniche.
Non lasciare che il "molla indietro" o i gradienti di densità rovinino i tuoi risultati di sinterizzazione. Contatta oggi i nostri specialisti tecnici per trovare la soluzione di pressatura ideale per i tuoi materiali ceramici avanzati.
Guida Visiva
Riferimenti
- Baoyun Wang, Yongjun Tian. High-temperature structural disorders stabilize hydrous aluminosilicates in the mantle transition zone. DOI: 10.1038/s41467-025-56312-z
Questo articolo si basa anche su informazioni tecniche da Kintek Furnace Base di Conoscenza .
Prodotti correlati
- Forno a vuoto da laboratorio ad alta pressione Forno tubolare al quarzo
- Macchina per la laminazione e il riscaldamento della pressa a caldo sottovuoto
- Macchina del forno a caldo della pressa a vuoto Riscaldata Pressa a vuoto
- Macchina del forno a caldo della pressa a vuoto Forno riscaldato del tubo della pressa a vuoto
- Forno di trattamento termico e sinterizzazione a vuoto della pressa a caldo a induzione 600T
Domande frequenti
- Quali sono i principali vantaggi dei forni a tubi sottovuoto sul mercato? Ottieni purezza e precisione nella lavorazione dei materiali
- Quale ruolo svolge un forno tubolare da laboratorio nella ricerca geologica e mineralogica? Svela i segreti della Terra con precisione
- Come regola un forno tubolare da laboratorio il posizionamento degli atomi di platino (Pt)? Padronanza dell'ingegneria su scala atomica
- Perché utilizzare il controllo della temperatura a più stadi per la pirolisi REBCO? Prevenire crepe da ritiro del 75% e garantire la densità del film
- Quali sono i diversi tipi di forni a tubo disponibili? Trova la soluzione perfetta per le esigenze del tuo laboratorio










