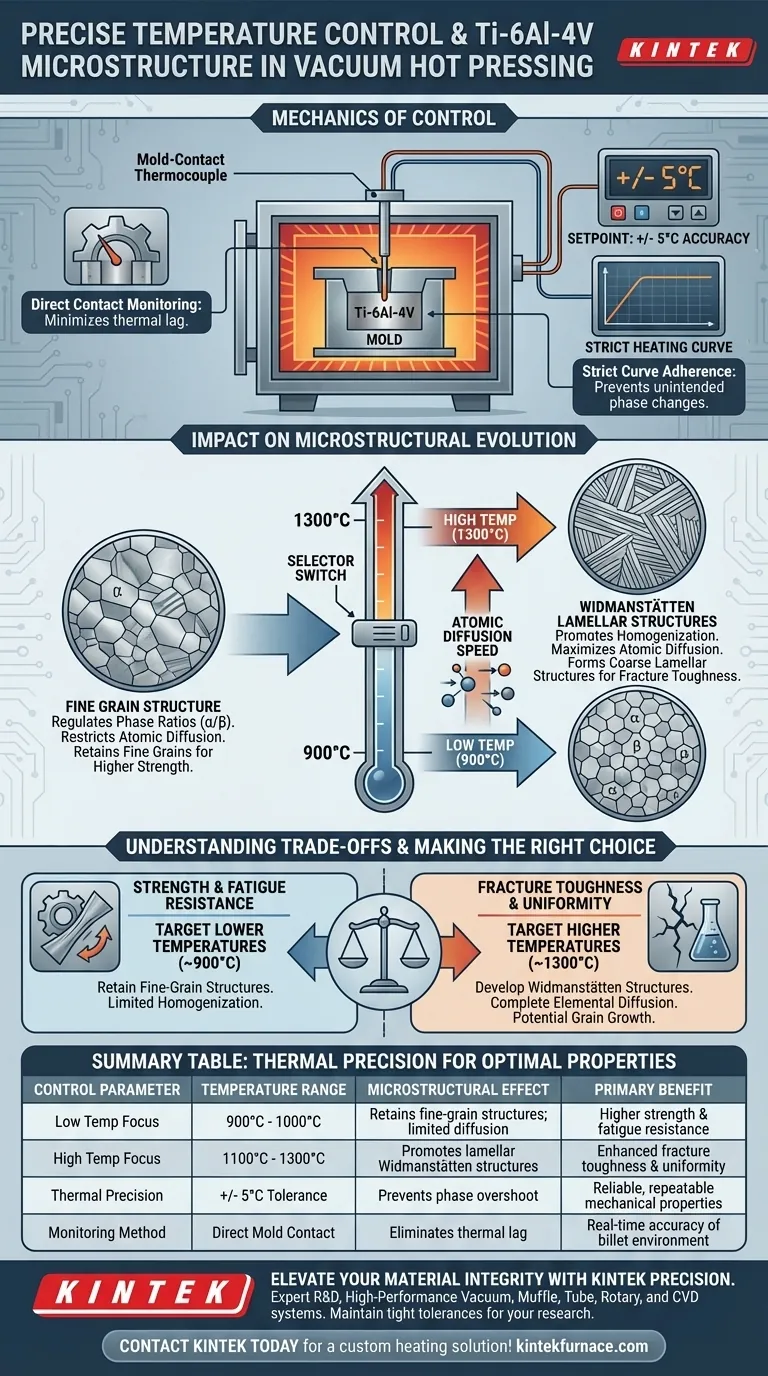
Il controllo della temperatura ad alta precisione che utilizza termocoppie a contatto con lo stampo è il meccanismo primario per dettare l'architettura interna del Ti-6Al-4V durante la pressatura a caldo sotto vuoto. Mantenendo un'accuratezza entro +/- 5°C, questi sistemi impongono rigorosamente curve termiche che controllano i tassi di diffusione atomica, stabilendo direttamente il rapporto tra le fasi alfa e beta, la dimensione finale dei grani e la formazione di specifiche strutture di Widmanstätten.
Una gestione termica precisa non si limita a riscaldare il materiale; agisce come un interruttore selettore per le proprietà microstrutturali. Regolando le temperature tra 900°C e 1300°C, si sceglie efficacemente tra il mantenimento di strutture a grana fine o la promozione di un'omogeneizzazione completa e di formazioni lamellari.

La meccanica del controllo
Monitoraggio a contatto diretto
Le termocoppie raggiungono un'elevata precisione mantenendo il contatto diretto con lo stampo. Questa configurazione minimizza il ritardo tra la fonte di calore e la misurazione, garantendo che l'ambiente circostante il billetta rifletta accuratamente i dati del controller.
Aderenza rigorosa alla curva
Il sistema sfrutta questo feedback per mantenere un'accuratezza fino a +/- 5°C. Questa stretta tolleranza garantisce che il processo segua rigorosamente la curva di riscaldamento preimpostata, prevenendo picchi termici che potrebbero innescare cambiamenti di fase indesiderati.
Impatto sull'evoluzione microstrutturale
Regolazione dei rapporti di fase
L'intervallo di temperatura operativa, specificamente tra 900°C e 1300°C, determina direttamente la proporzione delle fasi alfa e beta all'interno della lega. Il controllo di questo rapporto è il passo fondamentale per adattare la risposta meccanica del materiale.
Guida alla diffusione atomica
La temperatura detta la velocità della diffusione atomica. Un controllo preciso consente agli operatori di impostare la quantità esatta di energia richiesta per ottenere il livello desiderato di omogeneizzazione chimica in tutto il materiale.
Formazione di strutture lamellari
A temperature più elevate all'interno della finestra di processo, il sistema promuove la formazione di strutture lamellari di Widmanstätten. Queste specifiche disposizioni microstrutturali sono fondamentali per applicazioni che richiedono caratteristiche distinte di tenacità alla frattura.
Comprendere i compromessi
Grani fini vs. Omogeneizzazione
Esiste un compromesso intrinseco tra la dimensione dei grani e la diffusione. Temperature più basse aiutano a mantenere strutture a grana fine, che generalmente offrono una maggiore resistenza. Tuttavia, temperature più basse riducono i tassi di diffusione atomica, lasciando potenzialmente il materiale meno omogeneizzato.
La conseguenza del calore elevato
Al contrario, temperature più elevate (avvicinandosi a 1300°C) garantiscono una diffusione elementare completa e uniformità. Lo svantaggio è la promozione della crescita dei grani e la transizione a microstrutture lamellari grossolane, che possono alterare la duttilità e le prestazioni di fatica della lega.
Fare la scelta giusta per il tuo obiettivo
Per ottimizzare il processo di pressatura a caldo sotto vuoto, è necessario allineare i punti di impostazione della temperatura con i requisiti meccanici specifici:
- Se il tuo obiettivo principale è l'elevata resistenza e la resistenza alla fatica: Punta a temperature più basse (più vicine a 900°C) per limitare la diffusione e mantenere strutture a grana fine.
- Se il tuo obiettivo principale è la tenacità alla frattura e l'uniformità chimica: punta a temperature più elevate (fino a 1300°C) per massimizzare la diffusione atomica e sviluppare strutture lamellari di Widmanstätten completamente formate.
In definitiva, la termocoppia fornisce la precisione necessaria per navigare nella stretta finestra tra questi stati microstrutturali in competizione.
Tabella riassuntiva:
| Parametro di controllo | Intervallo di temperatura | Effetto microstrutturale | Beneficio primario |
|---|---|---|---|
| Focus a bassa temperatura | 900°C - 1000°C | Mantiene strutture a grana fine; diffusione limitata | Maggiore resistenza e resistenza alla fatica |
| Focus ad alta temperatura | 1100°C - 1300°C | Promuove strutture lamellari di Widmanstätten | Maggiore tenacità alla frattura e uniformità |
| Precisione termica | Tolleranza +/- 5°C | Previene il superamento della fase | Proprietà meccaniche affidabili e ripetibili |
| Metodo di monitoraggio | Contatto diretto con lo stampo | Elimina il ritardo termico | Accuratezza in tempo reale dell'ambiente del billetta |
Migliora l'integrità del tuo materiale con la precisione KINTEK
La perfezione microstrutturale nel Ti-6Al-4V richiede un controllo termico assoluto. Supportato da ricerca e sviluppo e produzione esperti, KINTEK offre sistemi ad alte prestazioni per vuoto, muffola, tubo, rotativi e CVD progettati per mantenere le strette tolleranze richieste dalla tua ricerca. Sia che tu abbia bisogno di mantenere la resistenza a grana fine o di ottenere un'omogeneizzazione chimica completa, i nostri forni ad alta temperatura da laboratorio sono completamente personalizzabili per le tue esigenze di processo uniche.
Pronto a ottimizzare i risultati della tua pressatura a caldo sotto vuoto? Contatta KINTEK oggi stesso per consultare i nostri esperti su una soluzione di riscaldamento personalizzata!
Guida Visiva
Prodotti correlati
- Macchina per la laminazione e il riscaldamento della pressa a caldo sottovuoto
- Forno di trattamento termico e sinterizzazione a vuoto della pressa a caldo a induzione 600T
- Macchina del forno a caldo della pressa a vuoto Forno riscaldato del tubo della pressa a vuoto
- Macchina del forno a caldo della pressa a vuoto Riscaldata Pressa a vuoto
- Forno a vuoto da laboratorio ad alta pressione Forno tubolare al quarzo
Domande frequenti
- Quali settori beneficiano dell'uso dei forni a pressa a caldo sottovuoto? Sblocca materiali ad alte prestazioni per il tuo settore
- Quali caratteristiche di sicurezza sono incorporate nei forni a pressa calda sottovuoto? Garantire la protezione dell'operatore e dell'attrezzatura
- Qual è il significato dell'ambiente sottovuoto per la sinterizzazione dell'acciaio inossidabile? Sblocca purezza ad alta densità
- Quali sono i componenti principali di un forno a pressa calda sottovuoto? Padroneggia i sistemi principali per una lavorazione precisa dei materiali
- Quali sono i vantaggi del sistema di ambiente sottovuoto in un forno a pressa a caldo sottovuoto? Sblocca la sinterizzazione ad alta densità



















