In sostanza, la brasatura sottovuoto previene l'ossidazione rimuovendo fisicamente l'ossigeno necessario per la formazione degli ossidi. Eseguendo il processo di riscaldamento all'interno di un forno a vuoto, l'atmosfera viene evacuata, creando un ambiente in cui i metalli base e la lega d'apporto possono essere riscaldati a temperature di brasatura senza reagire con l'ossigeno, garantendo un giunto chimicamente puro ed eccezionalmente robusto.
Il vantaggio fondamentale della brasatura sottovuoto non è semplicemente gestire la contaminazione, ma eliminarne la causa principale. Rimuovendo l'atmosfera reattiva, crea superfici metalliche incontaminate che sono impossibili da ottenere con i metodi tradizionali a base di flusso.

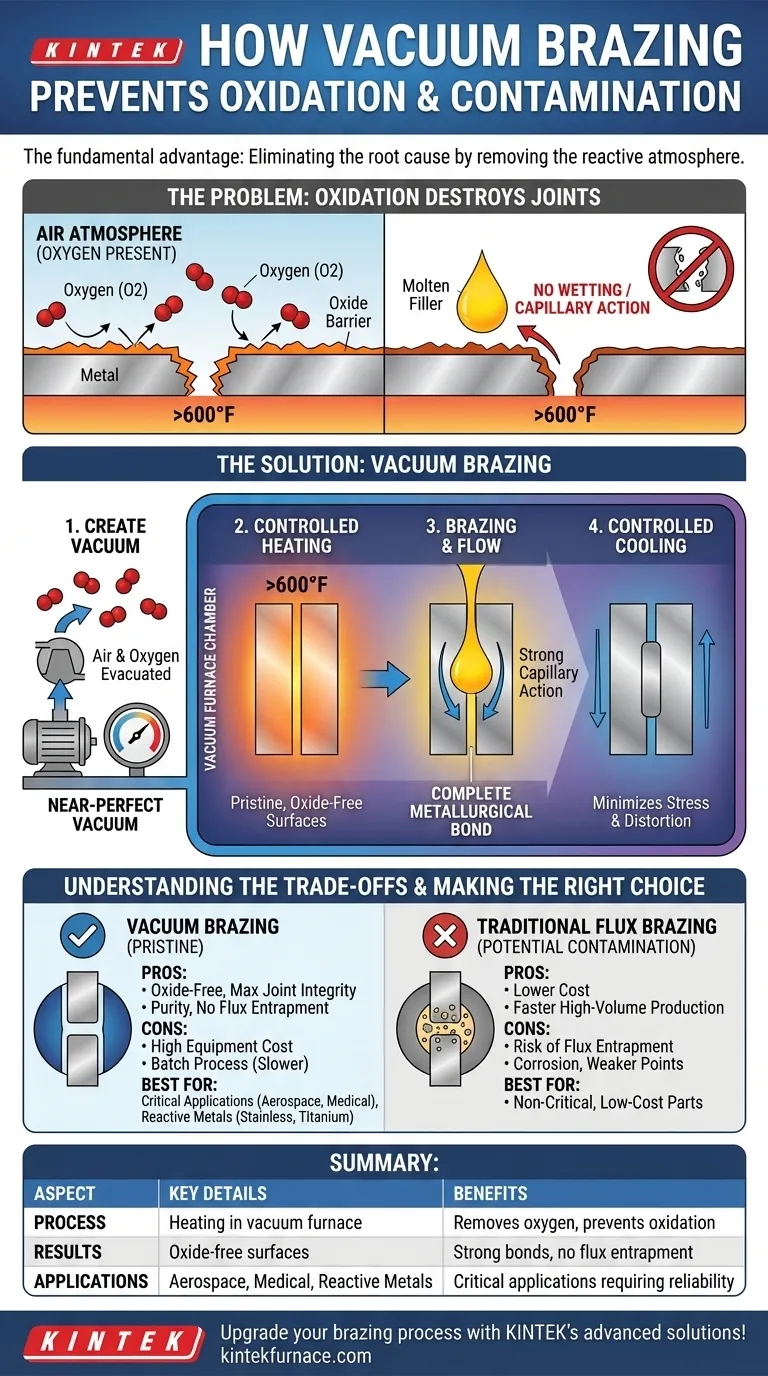
Il problema: perché l'ossidazione distrugge un giunto brasato
Per comprendere il valore del vuoto, è necessario prima comprendere il nemico: l'ossidazione. A temperature elevate, la maggior parte dei metalli reagisce rapidamente con l'ossigeno nell'aria per formare uno strato sottile e fragile di ossido metallico sulla loro superficie.
Gli ossidi come barriera
Questo strato di ossido agisce come una barriera fisica. Impedisce al metallo d'apporto fuso di entrare in contatto diretto con il metallo base puro sottostante.
Una brasatura adeguata si basa su un fenomeno chiamato azione capillare, in cui il riempitivo fuso viene attratto nello stretto interstizio tra le parti. Se è presente uno strato di ossido, esso interrompe l'azione di "bagnatura", impedendo al riempitivo di fluire e legarsi correttamente.
Il risultato dell'ossidazione
Il risultato è un giunto debole e inaffidabile con vuoti e fessure. Il metallo d'apporto può raggrupparsi sulla superficie o non riuscire a penetrare nel giunto, portando a un'immediata rottura del pezzo sotto stress.
Come la brasatura sottovuoto elimina la minaccia
La brasatura sottovuoto affronta questo problema cambiando completamente l'ambiente. Il processo si basa su una camera sigillata specializzata chiamata forno a vuoto.
Fase 1: Creazione del vuoto
Prima che inizi qualsiasi riscaldamento, un potente sistema di pompe per vuoto rimuove l'aria — e, in modo critico, l'ossigeno — dalla camera del forno. Questo processo, noto come "pompaggio", riduce la pressione interna a un vuoto quasi perfetto.
Fase 2: Riscaldamento controllato
Con l'ossigeno eliminato, le parti possono essere riscaldate alla temperatura di brasatura richiesta, spesso superando i 600°F (315°C). Poiché non c'è atmosfera reattiva, le superfici metalliche rimangono pulite e attive, anche a temperature estreme.
Fase 3: Brasatura e flusso del riempitivo
Una volta a temperatura, il metallo d'apporto pre-posizionato si fonde. Sulle superfici incontaminate e prive di ossido, esso scorre uniformemente e viene attratto in profondità nel giunto per azione capillare, creando un legame metallurgico completo e privo di vuoti.
Fase 4: Raffreddamento controllato
Dopo la brasatura, le parti vengono raffreddate lentamente e uniformemente all'interno del vuoto o di un ambiente di gas inerte. Questo raffreddamento controllato minimizza lo stress termico e previene la distorsione, un problema comune con i metodi di riscaldamento localizzato come la brasatura a fiamma.
Comprendere i compromessi
Sebbene altamente efficace, la brasatura sottovuoto non è la soluzione per ogni applicazione. Comprendere i suoi limiti è fondamentale per prendere una decisione informata.
Attrezzature e costi
I forni a vuoto sono attrezzature complesse e costose. L'investimento iniziale e i costi di manutenzione continui sono significativamente più elevati rispetto a quelli di metodi più semplici come la brasatura a fiamma o a induzione.
Tempo di processo e raggruppamento
La brasatura sottovuoto è un processo a lotti. Caricare il forno, pomparlo, eseguire il ciclo termico e raffreddarlo può richiedere diverse ore. Ciò lo rende meno adatto per linee di produzione continue ad alto volume dove la velocità è il fattore trainante principale.
L'alternativa: il flusso chimico
L'alternativa tradizionale al vuoto è l'uso di un flusso chimico. Il flusso è una pasta o polvere che si fonde e pulisce chimicamente le superfici, sciogliendo gli ossidi. Tuttavia, il flusso può rimanere intrappolato nel giunto, causando corrosione o creando un punto debole. La brasatura sottovuoto elimina completamente il rischio di intrappolamento del flusso.
Fare la scelta giusta per il proprio obiettivo
La scelta del metodo di brasatura corretto dipende interamente dai requisiti della vostra applicazione.
- Se il vostro obiettivo primario è la massima integrità e purezza del giunto: la brasatura sottovuoto è la scelta definitiva per applicazioni critiche nei settori aerospaziale, medico e dei semiconduttori, dove il cedimento del giunto non è un'opzione.
- Se il vostro obiettivo primario è unire metalli reattivi: per materiali come acciaio inossidabile, titanio o alluminio che formano ossidi tenaci, la brasatura sottovuoto è spesso l'unico metodo affidabile per ottenere un legame pulito e robusto.
- Se il vostro obiettivo primario è la produzione a basso costo e ad alto volume di parti non critiche: metodi tradizionali come la brasatura a fiamma con flusso o la brasatura in forno ad atmosfera controllata possono offrire una soluzione più economica e veloce.
Rimuovendo le variabili atmosferiche, la brasatura sottovuoto offre un controllo senza pari e produce i giunti brasati più puliti, robusti e affidabili possibili.
Tabella riassuntiva:
| Aspetto | Dettagli chiave |
|---|---|
| Processo | Riscaldamento in forno a vuoto per rimuovere l'ossigeno, prevenendo l'ossidazione |
| Benefici | Superfici prive di ossido, legami metallurgici robusti, nessun intrappolamento di flusso |
| Applicazioni | Aerospaziale, dispositivi medici, semiconduttori, metalli reattivi come acciaio inossidabile e titanio |
| Limitazioni | Costo elevato delle attrezzature, elaborazione a lotti, tempi di ciclo più lunghi |
Aggiorna il tuo processo di brasatura con le soluzioni avanzate di KINTEK! Sfruttando un'eccezionale ricerca e sviluppo e la produzione interna, forniamo a diversi laboratori opzioni di forni ad alta temperatura come forni a muffola, a tubo, rotativi, a vuoto e ad atmosfera, e sistemi CVD/PECVD. La nostra profonda capacità di personalizzazione garantisce un adattamento preciso alle vostre esigenze sperimentali uniche, fornendo giunti puliti e affidabili per applicazioni critiche. Contattaci oggi per discutere come possiamo migliorare l'efficienza e i risultati del tuo laboratorio!
Guida Visiva
Prodotti correlati
- Forno di sinterizzazione e brasatura con trattamento termico sottovuoto
- Macchina del forno a caldo della pressa a vuoto Riscaldata Pressa a vuoto
- Piccolo trattamento termico sotto vuoto e forno di sinterizzazione del filo di tungsteno
- Forno di sinterizzazione per trattamento termico sottovuoto Forno di sinterizzazione sottovuoto per filo di molibdeno
- Macchina del forno a caldo della pressa a vuoto Forno riscaldato del tubo della pressa a vuoto
Domande frequenti
- Quali sono i vantaggi dell'utilizzo di forni per il trattamento termico sotto vuoto per le leghe metalliche? Ottenere proprietà e prestazioni metalliche superiori
- Qual è uno degli usi più importanti dei forni per trattamenti termici sottovuoto nell'aerospaziale? Ottenere una resistenza superiore nelle leghe per aeromobili
- Qual è il ruolo dei forni ad alta precisione nel trattamento termico dell'Inconel 718? Padroneggia l'ingegneria microstrutturale
- In che modo il trattamento termico sottovuoto influisce sulla struttura dei grani delle leghe metalliche? Ottieni un controllo preciso della microstruttura
- Quali sono i vantaggi dell'utilizzo di un forno a trattamento termico sottovuoto? Ottenere una qualità del materiale e un controllo superiori



















