Fondamentalmente, un forno per brasatura sottovuoto elimina la distorsione dei pezzi gestendo l'intero ciclo termico con eccezionale precisione. Lo fa garantendo che l'intero componente si riscaldi e si raffreddi a una velocità lenta e controllata, il che mantiene una temperatura uniforme in tutto l'assemblaggio e previene le sollecitazioni interne che causano la deformazione.
La chiave per prevenire la distorsione non è solo raggiungere la temperatura corretta, ma controllare l'intero percorso. La brasatura sottovuoto eccelle eliminando rapidi cambiamenti di temperatura localizzati, la causa principale dello stress termico nell'unione dei metalli.

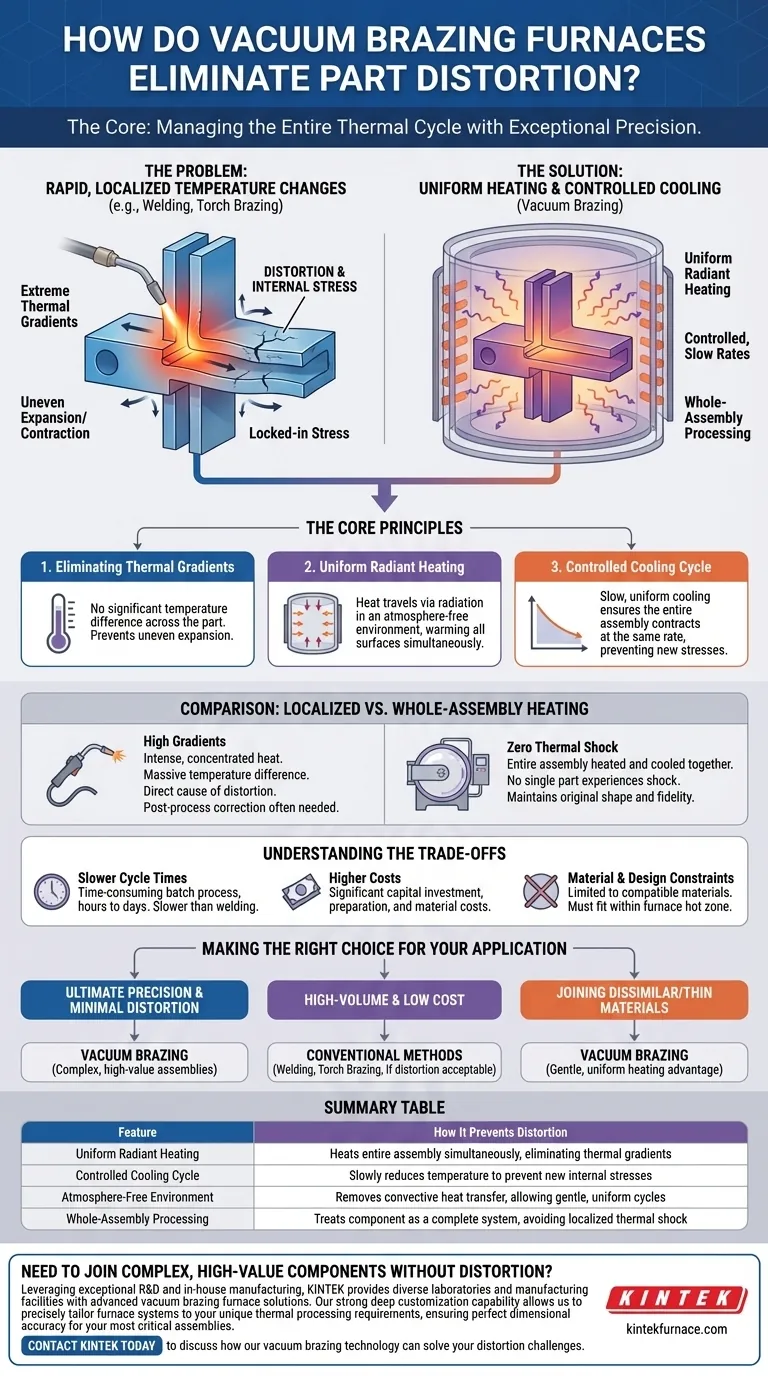
Il Principio Fondamentale: Eliminare i Gradienti Termici
La causa fondamentale della distorsione in qualsiasi processo di unione dei metalli è un gradiente termico, ovvero una differenza significativa di temperatura tra due aree dello stesso pezzo. Un forno sottovuoto è specificamente progettato per minimizzare o eliminare questi gradienti.
Cosa Causa la Distorsione?
Quando una sezione di metallo viene riscaldata, si espande. Quando si raffredda, si contrae. Se una parte di un componente viene riscaldata rapidamente mentre un'altra rimane fredda, la sezione in espansione preme contro la sezione più fredda, creando sollecitazioni interne. Quando il pezzo si raffredda in modo non uniforme, questa sollecitazione viene "bloccata", causando la deformazione, la torsione o la piegatura del componente.
Come i Forni Sottovuoto Ottengono un Riscaldamento Uniforme
Un forno sottovuoto rimuove quasi tutta l'atmosfera. Senza molecole d'aria per trasferire calore per convezione, il calore viene trasferito principalmente tramite irraggiamento.
Il calore radiante viaggia in tutte le direzioni dagli elementi riscaldanti del forno, riscaldando tutte le superfici dell'assemblaggio del componente simultaneamente. Questo processo è intrinsecamente più delicato e uniforme rispetto all'applicazione di una fiamma concentrata o di un arco elettrico a una singola linea di giunzione.
Il Ruolo Critico del Raffreddamento Controllato
Prevenire la distorsione riguarda tanto il raffreddamento quanto il riscaldamento. I forni sottovuoto utilizzano cicli di raffreddamento programmati e multistadio.
Riducendo lentamente e uniformemente la temperatura, il forno garantisce che l'intero assemblaggio si contragga alla stessa velocità. Ciò impedisce la formazione di nuove sollecitazioni durante la fase di raffreddamento, preservando le dimensioni precise del componente.
Un Confronto con Altri Metodi di Unione
La superiorità della brasatura sottovuoto per il controllo dimensionale diventa evidente se confrontata con metodi che si basano sul calore localizzato.
Gli Alti Gradienti della Saldatura e della Brasatura a Cannello
Processi come la saldatura e la brasatura a cannello applicano un calore intenso e concentrato direttamente all'area di giunzione. Ciò crea un'enorme differenza di temperatura tra il giunto fuso e il metallo base freddo circostante.
Questo estremo gradiente termico è la causa diretta di significative distorsioni e sollecitazioni residue, che spesso richiedono operazioni di raddrizzamento o distensione post-processo.
Il Vantaggio del Riscaldamento dell'Intero Assemblaggio
La brasatura sottovuoto tratta il componente come un sistema completo. L'intero assemblaggio viene portato alla temperatura di brasatura insieme, mantenuto a temperatura uniforme (un "ammollo") e quindi raffreddato insieme.
Poiché nessuna singola parte del componente subisce uno shock termico, la forma originale e le tolleranze dimensionali vengono mantenute con altissima fedeltà.
Comprendere i Compromessi
Sebbene insuperabile per la precisione, il processo di brasatura sottovuoto comporta chiari compromessi che lo rendono inadatto a ogni applicazione.
Tempi di Ciclo Più Lenti
Riscaldare e raffreddare un intero assemblaggio in modo controllato è un processo batch che richiede tempo. I tempi di ciclo possono variare da diverse ore a più di un giorno, a seconda della massa dei pezzi e della complessità del profilo termico. Questo è molto più lento della maggior parte dei processi di saldatura.
Costi di Apparecchiature e Operativi Più Elevati
I forni sottovuoto rappresentano un investimento di capitale significativo. Il processo richiede anche una preparazione accurata, un assemblaggio preciso e il consumo di leghe di brasatura e materiali "stop-off", aumentando il costo per pezzo.
Vincoli di Materiale e Design
Il processo è limitato a materiali compatibili con il metallo d'apporto di brasatura e in grado di resistere al ciclo termico richiesto senza modifiche metallurgiche indesiderate. L'intero assemblaggio deve inoltre rientrare nella zona calda utilizzabile del forno.
Fare la Scelta Giusta per la Tua Applicazione
La selezione del giusto processo di unione richiede di allineare i punti di forza del metodo con gli obiettivi più critici del tuo progetto.
- Se il tuo obiettivo principale è la massima precisione e la minima distorsione: la brasatura sottovuoto è la scelta definitiva per assemblaggi complessi e di alto valore in cui la precisione dimensionale è non negoziabile.
- Se il tuo obiettivo principale è la produzione ad alto volume e il basso costo: i metodi convenzionali come la saldatura automatizzata o la brasatura a cannello sono tipicamente più veloci ed economici, a condizione che sia accettabile un certo livello di distorsione.
- Se il tuo obiettivo principale è l'unione di materiali dissimili o molto sottili: il riscaldamento delicato e uniforme della brasatura sottovuoto offre un vantaggio significativo, riducendo il rischio di danni o crepe.
In definitiva, la brasatura sottovuoto offre un livello di controllo termico impareggiabile, rendendola la soluzione superiore per la produzione di componenti dimensionalmente critici.
Tabella Riassuntiva:
| Caratteristica | Come Previene la Distorsione |
|---|---|
| Riscaldamento Radiante Uniforme | Riscalda l'intero assemblaggio simultaneamente, eliminando i gradienti termici. |
| Ciclo di Raffreddamento Controllato | Riduce lentamente la temperatura per prevenire la formazione di nuove sollecitazioni interne. |
| Ambiente Senza Atmosfera | Rimuove il trasferimento di calore convettivo, consentendo cicli termici delicati e uniformi. |
| Lavorazione dell'Intero Assemblaggio | Tratta il componente come un sistema completo, evitando shock termici localizzati. |
Hai bisogno di unire componenti complessi e di alto valore senza distorsioni?
Sfruttando eccezionali capacità di R&S e produzione interna, KINTEK fornisce a diversi laboratori e stabilimenti di produzione soluzioni avanzate di forni per brasatura sottovuoto. La nostra forte capacità di personalizzazione profonda ci consente di adattare con precisione i sistemi di forni alle tue esigenze di trattamento termico uniche, garantendo una perfetta precisione dimensionale per i tuoi assemblaggi più critici.
Contatta KINTEK oggi stesso per discutere come la nostra tecnologia di brasatura sottovuoto può risolvere le tue sfide di distorsione.
Guida Visiva
Prodotti correlati
- Forno di sinterizzazione e brasatura con trattamento termico sottovuoto
- Macchina del forno a caldo della pressa a vuoto Riscaldata Pressa a vuoto
- Piccolo trattamento termico sotto vuoto e forno di sinterizzazione del filo di tungsteno
- Forno di sinterizzazione per trattamento termico sottovuoto Forno di sinterizzazione sottovuoto per filo di molibdeno
- Macchina del forno a caldo della pressa a vuoto Forno riscaldato del tubo della pressa a vuoto
Domande frequenti
- In che modo il trattamento termico sottovuoto influisce sulla struttura dei grani delle leghe metalliche? Ottieni un controllo preciso della microstruttura
- Qual è il ruolo dei forni ad alta precisione nel trattamento termico dell'Inconel 718? Padroneggia l'ingegneria microstrutturale
- Quali sono i vantaggi tecnici dell'utilizzo del foglio Ti-35Ni-25Nb? Elevata tenacità e stabilità della fase beta.
- Qual è la funzione dei forni industriali per il trattamento termico sottovuoto? Migliorare la qualità dell'acciaio Maraging stampato in 3D
- Qual è il significato della brasatura sottovuoto nella produzione moderna? Ottenere giunti forti e puri per applicazioni critiche



















