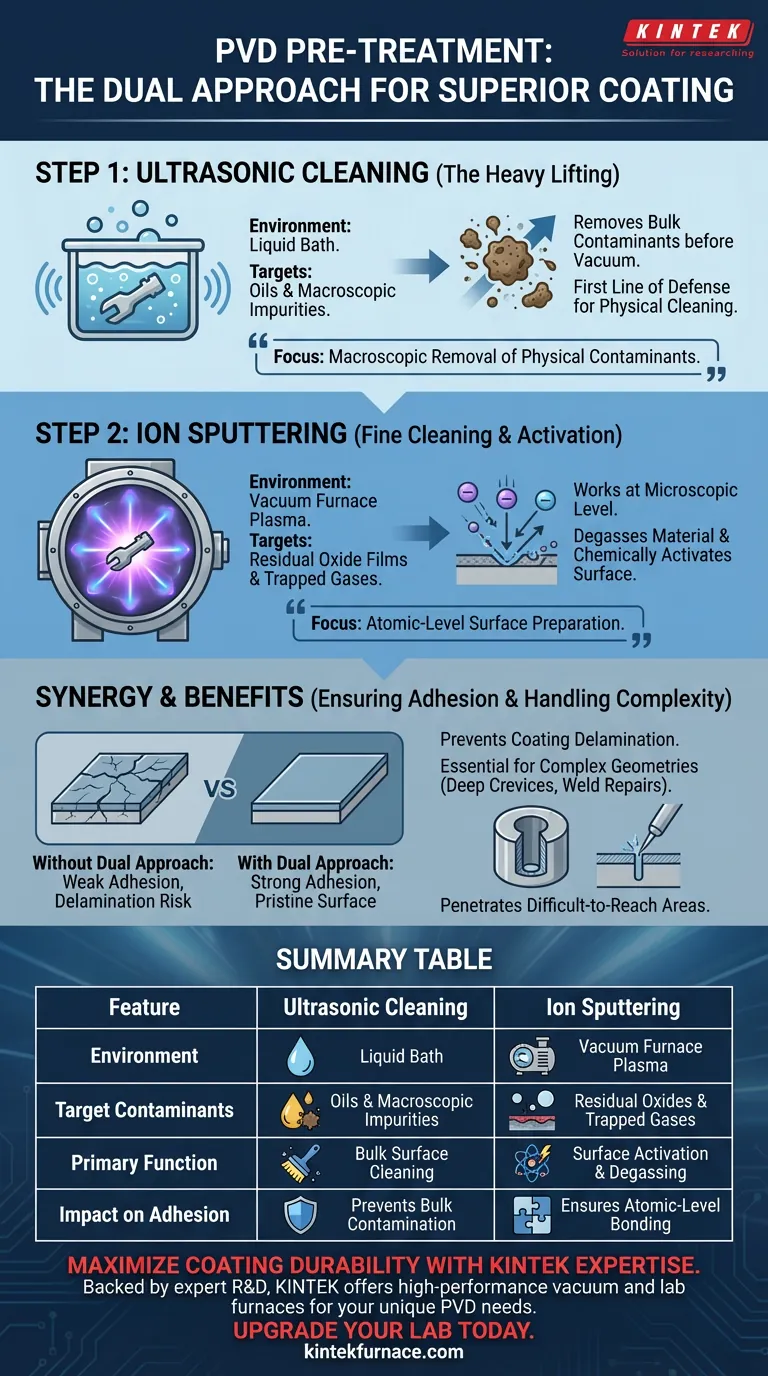
Due distinte tecnologie di pulizia operano in sequenza per preparare le superfici alla deposizione fisica da vapore (PVD). Innanzitutto, la pulizia a ultrasuoni svolge il lavoro più pesante rimuovendo oli e impurità macroscopiche prima che il pezzo venga sottoposto a rivestimento. Successivamente, all'interno del forno sottovuoto avviene lo sputtering ionico per rimuovere i film di ossido residui, degasare il materiale e attivare chimicamente la superficie per l'incollaggio.
Un pretrattamento PVD efficace richiede un duplice approccio: rimozione macroscopica dei contaminanti fisici seguita dalla preparazione della superficie a livello atomico. La sinergia tra la pulizia a ultrasuoni e lo sputtering ionico è il fattore determinante per ottenere una forte adesione del rivestimento, in particolare per geometrie complesse come fessure profonde o riparazioni di saldature.

La meccanica del pretrattamento PVD
Passaggio 1: Pulizia a ultrasuoni
La prima linea di difesa nella fase di pretrattamento è il sistema di pulizia a ultrasuoni.
Questo processo ha il compito di rimuovere i contaminanti più grandi e tangibili dal pezzo. Si rivolge specificamente a oli e impurità superficiali macroscopiche che si accumulano durante la produzione o la manipolazione.
Eliminando precocemente questi contaminanti ingombranti, il sistema garantisce che il pezzo sia fisicamente pulito prima di entrare nel delicato ambiente sottovuoto.
Passaggio 2: Sputtering ionico
Una volta che il pezzo è fissato all'interno del forno sottovuoto, lo sputtering ionico svolge una funzione di "pulizia fine".
Questo processo comporta il bombardamento del pezzo con plasma in alto vuoto.
A differenza della pulizia a ultrasuoni, che si rivolge allo sporco superficiale, lo sputtering agisce a livello microscopico per rimuovere i film di ossido residui.
Attivazione superficiale e degasaggio
Oltre alla semplice pulizia, lo sputtering ionico modifica fondamentalmente lo stato superficiale del materiale.
Il processo di bombardamento degasa efficacemente il materiale, rilasciando gas intrappolati che altrimenti potrebbero compromettere il vuoto o il rivestimento.
Contemporaneamente, attiva la superficie, creando uno stato altamente reattivo che è chimicamente predisposto ad accettare il rivestimento.
La necessità di un approccio duplice
Garantire l'adesione del rivestimento
L'obiettivo principale della combinazione di questi due sistemi è garantire una forte adesione del rivestimento.
Nessuno dei due metodi è sufficiente da solo; la pulizia a ultrasuoni non può rimuovere gli ossidi a livello atomico e lo sputtering ionico non è progettato per gestire grassi pesanti o detriti ingombranti.
Il loro uso in tandem garantisce che il substrato sia incontaminato e reattivo, prevenendo la delaminazione (spogliatura) del rivestimento.
Gestione di geometrie complesse
Questo protocollo in due fasi è particolarmente vitale quando si rivestono pezzi con caratteristiche intricate.
I pezzi con fori profondi, fessure strette o riparazioni di saldature presentano significative sfide di pulizia.
La combinazione di penetrazione a ultrasuoni a base liquida e bombardamento al plasma a base di gas garantisce che anche queste aree difficili da raggiungere siano preparate in modo approfondito.
Considerazioni critiche e vincoli
Il rischio di isolamento del processo
Una trappola comune è presumere che un metodo di pulizia possa compensare l'altro.
Se si salta la pulizia a ultrasuoni, il processo di sputtering ionico probabilmente non riuscirà a rimuovere gli oli superficiali pesanti, portando a una contaminazione immediata della camera sottovuoto.
Al contrario, affidarsi esclusivamente alla pulizia a ultrasuoni lascia strati di ossido invisibili, che agiscono come barriera all'adesione e si traducono in rivestimenti deboli.
Efficienza dipendente dalla geometria
Sebbene questa combinazione sia efficace per pezzi complessi, l'efficienza dello sputtering ionico può essere influenzata dalle limitazioni di "linea di vista" in geometrie estreme.
Tuttavia, l'ambiente al plasma è generalmente efficace nel raggiungere fori e fessure profonde che la pulizia meccanica o il semplice risciacquo non possono toccare.
Fare la scelta giusta per il tuo obiettivo
Per massimizzare la durata e le prestazioni dei tuoi rivestimenti PVD, devi verificare che il tuo protocollo di pretrattamento sia allineato alla complessità dei tuoi pezzi.
- Se il tuo obiettivo principale è la resistenza all'adesione: Assicurati che il tuo processo includa lo sputtering ionico per rimuovere completamente i film di ossido e attivare la superficie prima della deposizione.
- Se il tuo obiettivo principale è la geometria complessa del pezzo: Affidati alla combinazione di pulizia a ultrasuoni e bombardamento al plasma per pulire fori profondi, fessure e riparazioni di saldature che la pulizia standard non raggiunge.
Un rivestimento PVD è forte solo quanto la preparazione della superficie che lo precede.
Tabella riassuntiva:
| Caratteristica | Pulizia a ultrasuoni | Sputtering ionico |
|---|---|---|
| Ambiente | Bagno liquido | Plasma in forno sottovuoto |
| Contaminanti target | Oli e impurità macroscopiche | Ossidi residui e gas intrappolati |
| Funzione principale | Pulizia superficiale ingombrante | Attivazione superficiale e degasaggio |
| Impatto sull'adesione | Previene la contaminazione ingombrante | Garantisce il legame a livello atomico |
Massimizza la durata del rivestimento con l'esperienza KINTEK
Non lasciare che una scarsa preparazione della superficie comprometta la qualità del tuo prodotto. Supportata da ricerca e sviluppo e produzione esperti, KINTEK offre sistemi sottovuoto ad alte prestazioni e forni ad alta temperatura da laboratorio, inclusi sistemi Muffle, Tube, Rotary, Vacuum e CVD, tutti personalizzabili per le tue esigenze uniche di PVD e trattamento termico.
Sia che tu stia lavorando con geometrie complesse con fessure profonde o che richieda un'adesione ad alta resistenza per utensili industriali, il nostro team è pronto a fornire le attrezzature di precisione di cui hai bisogno.
Aggiorna il tuo laboratorio oggi stesso: contatta i nostri specialisti qui!
Guida Visiva
Riferimenti
- André Paulo Tschiptschin. PROCESSOS SOB VÁCUO USADOS PARA TRATAMENTOS TÉRMICOS E DE SUPERFÍCIE DE AÇOS E LIGAS ESPECIAIS. DOI: 10.17563/rbav.v43i1.1262
Questo articolo si basa anche su informazioni tecniche da Kintek Furnace Base di Conoscenza .
Prodotti correlati
- Sistema RF PECVD Deposizione di vapore chimico potenziata al plasma a radiofrequenza
- Attrezzatura di sistema della macchina HFCVD per il rivestimento del diamante nano della matrice di disegno
- Macchina versatile su misura dell'attrezzatura di deposizione di vapore chimica del forno della metropolitana di CVD
- 915MHz MPCVD Diamond Machine Microwave Plasma Chemical Vapor Deposition System Reactor
- Sistema di macchine MPCVD Reattore a campana con risonatore per laboratorio e crescita del diamante
Domande frequenti
- Quali sono i limiti del PECVD? Superare le sfide di controllo del processo e dei costi
- Quali sono le applicazioni della deposizione chimica da vapore assistita da plasma? Usi chiave nell'elettronica, nell'ottica e nei materiali
- Quali sono alcune promettenti applicazioni dei materiali 2D preparati con PECVD? Sblocca sensori avanzati e optoelettronica
- Cos'è la RF nel PECVD? Un controllo critico per la deposizione al plasma
- Quali sono le specifiche di sistema del sistema PECVD? Sblocca la deposizione di film sottili di precisione




