Sebbene altamente efficace, la brasatura sottovuoto non è una soluzione universale. I suoi principali svantaggi derivano dall'elevata complessità operativa, dall'impatto metallurgico del riscaldamento dell'intero componente e dalla sua natura di processo a lotti. Questi fattori possono renderla meno efficiente o inadatta per certi materiali e ambienti di produzione.
La sfida principale della brasatura sottovuoto risiede nella sua natura esigente e implacabile. Il processo richiede un investimento iniziale significativo e un rigoroso controllo procedurale, e i suoi effetti termici sull'intero pezzo possono alterare fondamentalmente le proprietà preesistenti del materiale.

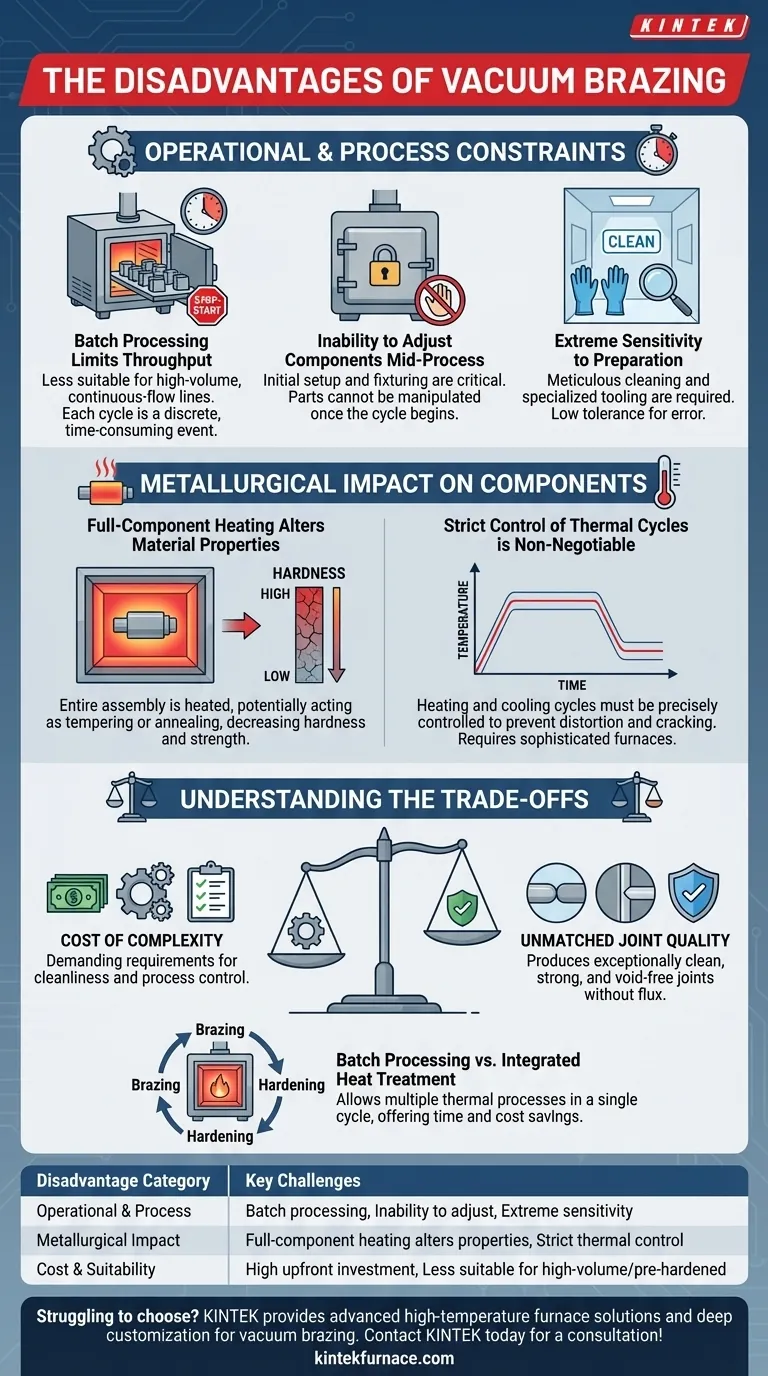
I Vincoli Operativi e di Processo
L'esecuzione quotidiana della brasatura sottovuoto presenta diversi ostacoli significativi. Questi non sono solo piccoli inconvenienti; sono vincoli fondamentali che definiscono il processo.
La Lavorazione a Lotti Limita la Produttività
La brasatura sottovuoto è quasi esclusivamente un processo a lotti. I componenti vengono caricati in un forno, viene creato il vuoto, il ciclo termico viene eseguito e le parti vengono raffreddate prima che il forno possa essere aperto.
Questa intrinseca natura "start-stop" la rende meno adatta per linee di produzione ad alto volume e a flusso continuo dove la velocità è il fattore primario. Ogni ciclo è un evento discreto e che richiede tempo.
Impossibilità di Regolare i Componenti a Metà Processo
Una volta che la porta del forno è chiusa e il ciclo inizia, i componenti non possono essere manipolati. L'impostazione iniziale e il fissaggio sono critici e definitivi.
Se una parte si sposta o un giunto è disallineato, l'intero lotto potrebbe essere compromesso. Ciò rende la rilavorazione difficile e costosa, richiedendo estrema precisione durante la fase di assemblaggio.
Estrema Sensibilità alla Preparazione e all'Ambiente
Il successo di una brasatura sottovuoto dipende fortemente da ciò che accade prima che le parti entrino nel forno. Il processo ha una tolleranza molto bassa per gli errori.
I requisiti chiave includono una meticolosa pulizia delle parti, l'uso di camere bianche dedicate e attrezzature specializzate. Qualsiasi fallimento in queste fasi preparatorie può portare a una brasatura fallita, sprecando tempo e risorse.
L'Impatto Metallurgico sui Componenti
A differenza della saldatura localizzata, la brasatura sottovuoto riscalda l'intero assieme alla temperatura di brasatura. Ciò ha significative conseguenze metallurgiche che devono essere gestite.
Il Riscaldamento dell'Intero Componente Altera le Proprietà del Materiale
Lo svantaggio più critico è che l'intero componente viene riscaldato, non solo l'area del giunto.
Per i materiali che sono stati precedentemente trattati termicamente (temprati e rinvenuti) o incruditi, questo ciclo termico può agire come un processo di rinvenimento o ricottura. Ciò spesso comporta una diminuzione della durezza e della resistenza in tutto il componente, il che potrebbe essere inaccettabile per l'applicazione finale.
Il Controllo Rigoroso dei Cicli Termici è Non Negoziale
Per prevenire distorsioni, stress residui o crepe, i cicli di riscaldamento e raffreddamento devono essere controllati con precisione. Ciò richiede forni a vuoto sofisticati e di alta qualità e un controllo di processo esperto.
Fattori come il gioco del giunto, che deve essere mantenuto entro tolleranze strette (tipicamente da 0,025 mm a 0,125 mm), e la velocità di variazione della temperatura sono variabili critiche che aumentano la complessità complessiva.
Comprendere i Compromessi
Gli svantaggi della brasatura sottovuoto sono i compromessi necessari per ottenere i suoi benefici unici.
Il Costo della Complessità vs. la Qualità Ineguagliabile del Giunto
Le esigenti richieste di pulizia e controllo del processo sono un compromesso diretto per la produzione di giunti eccezionalmente puliti, forti e privi di vuoti. Poiché non viene utilizzato alcun flussante, non vi è alcun rischio di intrappolamento del flussante o di corrosione post-brasatura, il che è un vantaggio importante per le applicazioni critiche.
Lavorazione a Lotti vs. Trattamento Termico Integrato
Sebbene sia un processo a lotti, la brasatura sottovuoto consente più processi termici in un unico ciclo. Brasatura, tempra e invecchiamento possono spesso essere combinati, il che può comportare un significativo risparmio di tempo e costi rispetto all'esecuzione separata di queste fasi.
Fare la Scelta Giusta per la Vostra Applicazione
La scelta del metodo di giunzione richiede un equilibrio tra i limiti del processo e il vostro obiettivo finale.
- Se il vostro obiettivo principale è l'integrità e la purezza del giunto per un componente critico: La brasatura sottovuoto è spesso la scelta superiore, nonostante la sua complessità.
- Se il vostro obiettivo principale è la produzione ad alto volume con minima alterazione del materiale: Dovreste considerare metodi di riscaldamento alternativi e localizzati o altri processi di giunzione.
- Se i vostri componenti sono già trattati termicamente per una durezza finale: Valutate attentamente se il ciclo termico della brasatura sottovuoto influenzerà negativamente le loro proprietà meccaniche richieste.
In definitiva, dovete soppesare le esigenti richieste del processo rispetto all'eccezionale qualità del giunto finale.
Tabella Riassuntiva:
| Categoria di Svantaggi | Sfide Chiave |
|---|---|
| Operativi e di Processo | La lavorazione a lotti limita la produttività, impossibilità di regolare i componenti a metà processo, estrema sensibilità alla preparazione. |
| Impatto Metallurgico | Il riscaldamento dell'intero componente altera le proprietà del materiale (es. diminuzione della durezza), richiede un controllo rigoroso dei cicli termici. |
| Costo e Idoneità | Elevato investimento iniziale, meno adatto per la produzione ad alto volume o componenti pre-temprati. |
Avete difficoltà a scegliere il giusto processo di giunzione ad alta temperatura per i vostri componenti critici? Sfruttando un'eccezionale ricerca e sviluppo e la produzione interna, KINTEK fornisce a diversi laboratori soluzioni avanzate di forni ad alta temperatura. La nostra linea di prodotti, che include forni a muffola, a tubo, rotativi, forni a vuoto e ad atmosfera e sistemi CVD/PECVD, è completata dalla nostra forte capacità di personalizzazione profonda per soddisfare con precisione requisiti sperimentali unici come la brasatura sottovuoto. Lasciate che i nostri esperti vi aiutino a navigare tra i compromessi e a selezionare o personalizzare il forno ideale per la vostra applicazione. Contattate KINTEK oggi stesso per una consulenza!
Guida Visiva
Prodotti correlati
- Forno di sinterizzazione e brasatura con trattamento termico sottovuoto
- Macchina per la laminazione e il riscaldamento della pressa a caldo sottovuoto
- Macchina del forno a caldo della pressa a vuoto Riscaldata Pressa a vuoto
- Macchina del forno a caldo della pressa a vuoto Forno riscaldato del tubo della pressa a vuoto
- Soffietti per vuoto ad alte prestazioni per una connessione efficiente e un vuoto stabile nei sistemi
Domande frequenti
- Quali sono i vantaggi dell'utilizzo di forni per il trattamento termico sotto vuoto per le leghe metalliche? Ottenere proprietà e prestazioni metalliche superiori
- Qual è il ruolo dei forni ad alta precisione nel trattamento termico dell'Inconel 718? Padroneggia l'ingegneria microstrutturale
- Qual è uno degli usi più importanti dei forni per trattamenti termici sottovuoto nell'aerospaziale? Ottenere una resistenza superiore nelle leghe per aeromobili
- Qual è la funzione dei forni industriali per il trattamento termico sottovuoto? Migliorare la qualità dell'acciaio Maraging stampato in 3D
- Qual è il significato della brasatura sottovuoto nella produzione moderna? Ottenere giunti forti e puri per applicazioni critiche



















