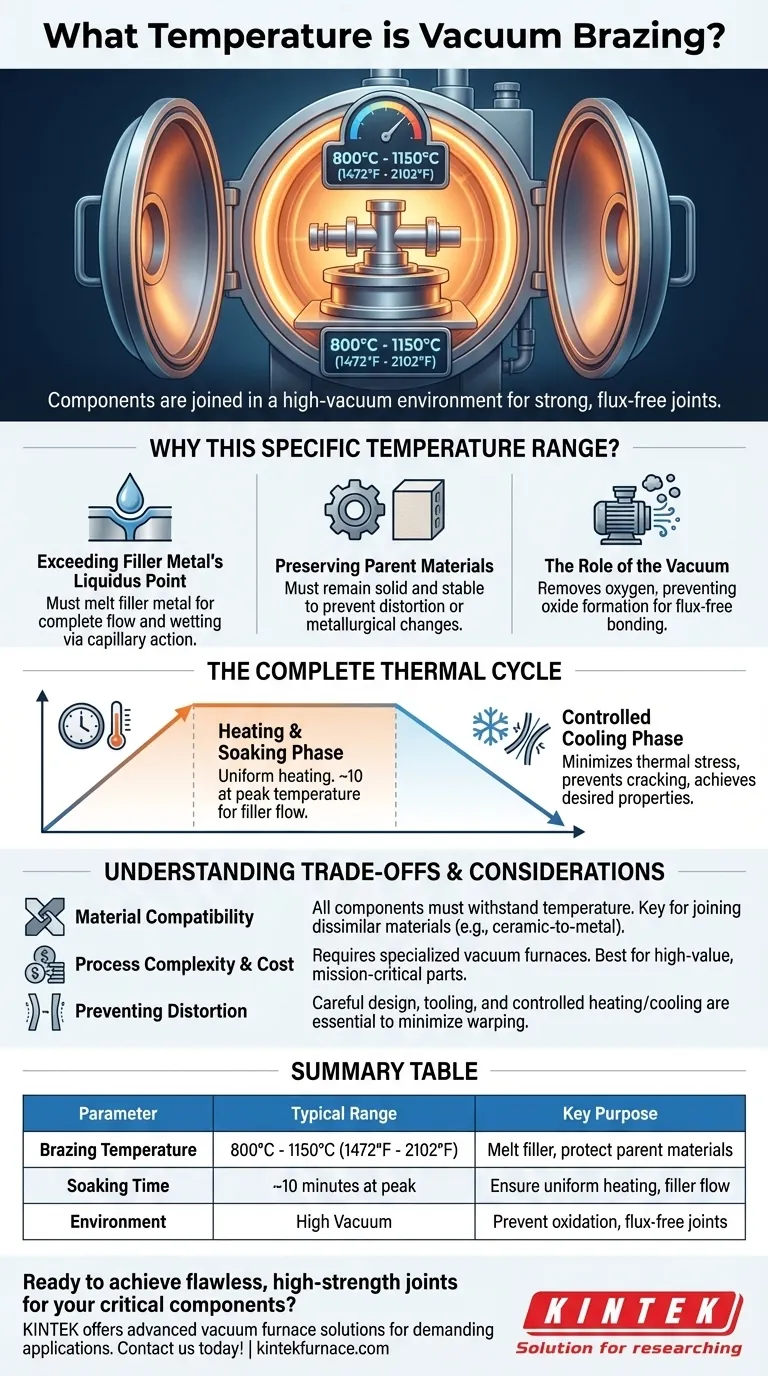
Nella brasatura sottovuoto, i componenti vengono uniti a temperature che vanno da circa 800°C a 1150°C (1472°F a 2102°F). Questo processo avviene all'interno di un forno ad alto vuoto, che crea un ambiente estremamente pulito che consente la formazione di giunti forti e senza flussante tra i materiali.
La temperatura specifica non è arbitraria; è selezionata con cura per superare il punto di fusione del metallo d'apporto per brasatura, minimizzando al contempo i danni termici e le modifiche metallurgiche indesiderate nei materiali base da unire.
Perché questo intervallo di temperatura specifico?
La temperatura è il parametro più critico nella brasatura sottovuoto, ma la sua selezione è un attento equilibrio tra le esigenze del metallo d'apporto e i limiti delle parti da unire.
Superare il punto di liquidus del metallo d'apporto
Affinché si verifichi una brasatura corretta, il metallo d'apporto deve fondere e fluire nel giunto per azione capillare. La temperatura scelta deve essere superiore alla temperatura di liquidus del metallo d'apporto, il punto in cui diventa completamente liquido. Ciò garantisce un flusso completo e la bagnatura delle superfici del giunto.
Preservare i materiali base
Mentre il metallo d'apporto deve fondere, i materiali base da unire devono rimanere solidi e stabili. L'estremità superiore della temperatura di brasatura è limitata dal punto in cui i metalli base inizierebbero a deformarsi, indebolirsi o subire modifiche metallurgiche indesiderate. L'obiettivo è riscaldare l'assemblaggio quel tanto che basta per attivare la lega di brasatura senza compromettere l'integrità dei componenti.
Il ruolo del vuoto
Eseguire questo processo sottovuoto è essenziale. Il vuoto rimuove ossigeno e altri gas reattivi, prevenendo la formazione di ossidi sulle superfici metalliche. Questa pulizia è ciò che consente al metallo d'apporto fuso di legarsi direttamente con i materiali base senza la necessità di flussanti chimici, risultando in un giunto più pulito e più forte.
Il ciclo termico completo: più che una semplice temperatura di picco
Il raggiungimento di un giunto brasato di successo implica l'intero profilo di riscaldamento e raffreddamento, non solo la temperatura di picco.
La fase di riscaldamento e mantenimento
Una volta raggiunta la temperatura target, l'assemblaggio viene "mantenuto" a quella temperatura per una durata specifica, spesso intorno ai 10 minuti. Questo periodo di mantenimento assicura che l'intero assemblaggio raggiunga una temperatura uniforme e consente al metallo d'apporto tempo sufficiente per fluire completamente attraverso il giunto.
La fase di raffreddamento controllato
Dopo il mantenimento, l'assemblaggio viene raffreddato in modo altamente controllato. La velocità di raffreddamento è fondamentale per minimizzare lo stress termico, prevenire le cricche e ottenere la microstruttura finale desiderata e le proprietà meccaniche sia nel giunto che nei materiali base.
Comprendere i compromessi e le considerazioni
La brasatura sottovuoto è un processo potente ma impegnativo. La sua natura ad alta temperatura introduce sfide specifiche che devono essere gestite.
Compatibilità dei materiali
La limitazione principale è che tutti i componenti dell'assemblaggio devono essere in grado di resistere alla temperatura di brasatura richiesta senza danni. Questa è una considerazione chiave di progettazione, specialmente quando si uniscono materiali dissimili come ceramiche a metalli, che hanno diversi tassi di espansione termica.
Complessità e costo del processo
La brasatura sottovuoto richiede attrezzature specializzate e costose, inclusi forni a vuoto di alta qualità e camere di assemblaggio pulite. Il processo è più complesso e richiede più tempo rispetto ad altri metodi di giunzione come la saldatura o la saldobrasatura, rendendolo più adatto per componenti di alto valore o critici per la missione.
Prevenire la distorsione
Sebbene la brasatura sottovuoto sia utilizzata per minimizzare gli effetti termici, le alte temperature possono comunque causare distorsioni se non gestite correttamente. Ciò richiede un'attenta progettazione delle parti, attrezzature e dispositivi appropriati per supportare l'assemblaggio durante il ciclo termico e velocità di riscaldamento e raffreddamento precisamente controllate.
Fare la scelta giusta per la tua applicazione
La selezione di un processo di giunzione dipende interamente dai requisiti specifici del tuo progetto in termini di prestazioni, materiali e costi.
- Se il tuo obiettivo principale è unire materiali dissimili (ad esempio, ceramica a metallo): La brasatura sottovuoto è una scelta eccellente grazie al suo ambiente termico controllato e al processo senza flussante.
- Se il tuo obiettivo principale è creare giunti a tenuta stagna e ad alta resistenza in leghe sensibili (ad esempio, parti aerospaziali): La capacità del processo di minimizzare la distorsione e l'ossidazione lo rende una scelta superiore e spesso necessaria.
- Se il tuo obiettivo principale è un assemblaggio semplice ed economico: Altri metodi di giunzione come il fissaggio meccanico, la saldobrasatura o la saldatura convenzionale sono probabilmente più pratici ed economici.
Comprendere i principi termici della brasatura sottovuoto ti consente di selezionare il metodo di giunzione più affidabile ed efficace per i tuoi componenti critici.
Tabella riassuntiva:
| Parametro | Intervallo tipico | Scopo chiave |
|---|---|---|
| Temperatura di brasatura | 800°C - 1150°C (1472°F - 2102°F) | Fondere il metallo d'apporto senza danneggiare i materiali base |
| Tempo di mantenimento | ~10 minuti alla temperatura di picco | Garantire un riscaldamento uniforme e un flusso completo del metallo d'apporto |
| Ambiente | Alto vuoto | Prevenire l'ossidazione per giunti senza flussante e ad alta resistenza |
Pronto a ottenere giunti impeccabili e ad alta resistenza per i tuoi componenti critici?
Alla KINTEK, sfruttiamo la nostra eccezionale ricerca e sviluppo e la produzione interna per fornire soluzioni avanzate di forni a vuoto su misura per applicazioni di brasatura esigenti. Sia che tu stia unendo materiali dissimili come ceramiche a metalli o creando sigillature a tenuta stagna per parti aerospaziali, la nostra esperienza garantisce cicli termici ottimali per risultati superiori.
Le nostre soluzioni di forni ad alta temperatura includono:
- Forni a vuoto e ad atmosfera per ambienti di brasatura precisi e controllati.
- Forni a tubo e a muffola per R&S e processi specializzati.
- Profonda personalizzazione per soddisfare le tue esigenze sperimentali e di produzione uniche.
Contattaci oggi per discutere come le nostre soluzioni di brasatura sottovuoto possono migliorare la qualità e l'affidabilità del tuo prodotto.
Guida Visiva
Prodotti correlati
- Forno di sinterizzazione e brasatura con trattamento termico sottovuoto
- Macchina per la laminazione e il riscaldamento della pressa a caldo sottovuoto
- Catena a vuoto a sgancio rapido in acciaio inox Morsetto a tre sezioni
- 304 316 Valvola di arresto a sfera ad alto vuoto in acciaio inox per sistemi a vuoto
- Piastra cieca della flangia a vuoto KF ISO in acciaio inossidabile per sistemi ad alto vuoto
Domande frequenti
- In che modo il trattamento termico sottovuoto influisce sulla struttura dei grani delle leghe metalliche? Ottieni un controllo preciso della microstruttura
- Qual è uno degli usi più importanti dei forni per trattamenti termici sottovuoto nell'aerospaziale? Ottenere una resistenza superiore nelle leghe per aeromobili
- Qual è il ruolo dei forni ad alta precisione nel trattamento termico dell'Inconel 718? Padroneggia l'ingegneria microstrutturale
- Qual è la funzione dei forni industriali per il trattamento termico sottovuoto? Migliorare la qualità dell'acciaio Maraging stampato in 3D
- Quali sono i vantaggi tecnici dell'utilizzo del foglio Ti-35Ni-25Nb? Elevata tenacità e stabilità della fase beta.



















