In sostanza, una camera a vuoto è uno strumento di controllo. È un involucro rigido da cui vengono rimossi aria e altri gas per creare un ambiente fondamentalmente diverso dall'atmosfera che ci circonda. Questo spazio controllato è essenziale per una vasta gamma di processi industriali, scientifici e medici in cui la presenza di aria causerebbe contaminazione, interferenza o altre reazioni chimiche indesiderate.
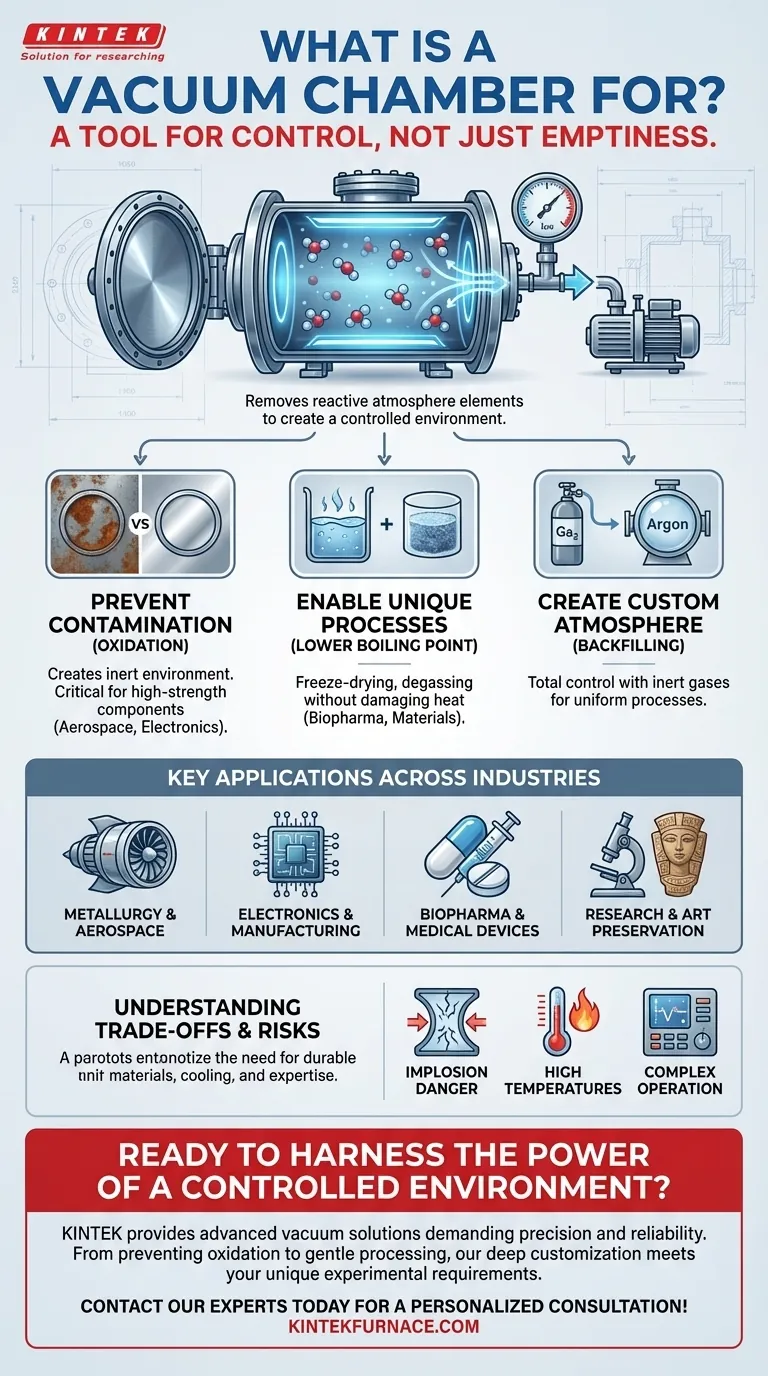
Lo scopo principale di una camera a vuoto non è creare il "vuoto", ma rimuovere gli elementi reattivi e imprevedibili della nostra atmosfera. Ciò consente processi che richiedono estrema purezza, pressione controllata o la manipolazione di proprietà fisiche come i punti di ebollizione.

Il Principio Fondamentale: Perché Rimuovere l'Aria?
Comprendere la funzione di una camera a vuoto si riduce a capire cosa succede quando si rimuove l'atmosfera. L'aria che respiriamo è una miscela di gas — principalmente azoto e ossigeno — che interagisce attivamente con i materiali, specialmente ad alte temperature.
Per Prevenire la Contaminazione Chimica
La ragione più comune per utilizzare il vuoto è prevenire l'ossidazione e altre forme di contaminazione. Quando i metalli vengono riscaldati ad alte temperature per processi come la brasatura o la sinterizzazione, l'ossigeno nell'aria reagisce rapidamente con le loro superfici, compromettendone la resistenza e l'integrità.
Rimuovendo l'aria, una camera a vuoto crea un ambiente inerte. Questo è fondamentale nell'aerospaziale per il trattamento di componenti di motori a reazione ad alta resistenza e nell'elettronica per la creazione di circuiti puliti e affidabili. Il processo assicura che le proprietà del materiale rimangano pure.
Per Abilitare Processi Fisici Unici
Il vuoto altera drasticamente le regole fisiche. Abbassando la pressione ambiente, si abbassa anche il punto di ebollizione dei liquidi.
Questo principio viene utilizzato nell'industria biofarmaceutica per la liofilizzazione (freeze-drying), dove l'umidità viene rimossa da farmaci sensibili senza utilizzare calore dannoso. Viene anche utilizzato per il degasaggio, un processo che estrae le bolle d'aria intrappolate da liquidi ed epossidiche, migliorandone l'integrità strutturale.
Per Creare un'Atmosfera Personalizzata
A volte l'obiettivo non è un vuoto puro, ma un'atmosfera perfettamente controllata. Una camera può essere evacuata e poi riempita nuovamente (backfilled) con un gas specifico e non reattivo come l'argon.
Ciò conferisce agli operatori il controllo totale sull'ambiente, prevenendo reazioni indesiderate e utilizzando un gas inerte per assistere in processi come il trasferimento uniforme del calore.
Applicazioni Chiave in Diversi Settori
La capacità di controllare l'ambiente di un materiale rende la tecnologia del vuoto indispensabile in molti campi ad alto rischio.
Metallurgia e Aerospaziale
In questo settore, i forni a vuoto sono standard. Vengono utilizzati per il trattamento termico, la sinterizzazione e la brasatura di leghe metalliche ad alte prestazioni utilizzate in componenti strutturali e motori a reazione. Il vuoto impedisce la formazione di ossidi superficiali, garantendo la massima resistenza del materiale.
Elettronica e Produzione
Creare componenti puliti e durevoli è fondamentale. Le camere a vuoto sono utilizzate per lo stampaggio a iniezione di metalli e la produzione di componenti sinterizzati con elevata precisione. Ciò assicura che i componenti elettronici siano privi di contaminanti che potrebbero causare guasti.
Biofarmaceutica e Dispositivi Medici
Il settore medico si affida al vuoto per processi che richiedono purezza e manipolazione delicata. Ciò include la sterilizzazione di strumenti chirurgici, l'essiccazione di farmaci delicati e la formatura di metalli e plastiche di grado medico senza introdurre impurità.
Ricerca e Conservazione delle Opere d'Arte
Nella ricerca scientifica, le camere a vuoto forniscono un ambiente stabile e ripetibile per gli esperimenti. Nella conservazione delle opere d'arte, possono essere utilizzate per proteggere manufatti di valore inestimabile o come parte di un processo per creare involucri protettivi trattati termicamente.
Comprendere i Compromessi e i Rischi
Sebbene potenti, le camere a vuoto sono sistemi complessi con rischi intrinseci che richiedono conoscenze specialistiche e un funzionamento attento.
Il Pericolo di Implosione
Un vuoto spinto crea un immenso differenziale di pressione: l'intera forza dell'atmosfera preme su ogni pollice quadrato dell'esterno della camera. Un difetto strutturale, una guarnizione danneggiata o un uso improprio possono portare a una catastrofica implosione.
Le camere devono essere costruite con materiali durevoli come l'acciaio inossidabile e progettate per resistere a questa costante forza esterna, specialmente quando è coinvolto anche lo stress termico.
La Sfida delle Alte Temperature
Combinare il vuoto con calore estremo (superiore a 1000°C) presenta una significativa sfida ingegneristica. Il materiale della camera non deve solo resistere alla pressione atmosferica esterna, ma anche all'intenso stress termico.
Molte camere ad alta temperatura includono canali di raffreddamento integrati per gestire il carico termico e impedire il cedimento delle pareti della camera. Tentare di riscaldare una camera non classificata per tale scopo è estremamente pericoloso.
La Complessità del Funzionamento
Ottenere e mantenere il vuoto richiede un sistema di componenti. Questo include una o più pompe per vuoto per rimuovere l'aria, manometri per monitorare il livello di vuoto e controllori sofisticati per gestire il processo. L'uso sicuro ed efficace di queste apparecchiature richiede una formazione specializzata.
Fare la Scelta Giusta per il Tuo Obiettivo
L'applicazione di una camera a vuoto è determinata interamente dal problema che devi risolvere.
- Se il tuo obiettivo principale è la purezza del materiale e la lavorazione ad alta temperatura: La chiave è utilizzare il vuoto per prevenire l'ossidazione e la contaminazione, essenziale per creare parti resistenti e affidabili nell'aerospaziale e nell'elettronica.
- Se il tuo obiettivo principale è la lavorazione delicata di materiali sensibili: La chiave è utilizzare il vuoto per abbassare i punti di ebollizione per l'essiccazione o il degasaggio senza il danno che il calore elevato causerebbe, vitale nelle biofarmaceutiche.
- Se il tuo obiettivo principale è la ricerca e la sperimentazione: La chiave è utilizzare il vuoto per creare un ambiente precisamente controllato e ripetibile che sia completamente isolato dalle variabili atmosferiche imprevedibili.
In definitiva, una camera a vuoto è uno degli strumenti più potenti per padroneggiare l'ambiente di un materiale.
Tabella Riassuntiva:
| Funzione Chiave | Beneficio Principale | Applicazioni Comuni |
|---|---|---|
| Prevenire la Contaminazione | Crea un ambiente inerte, prevenendo l'ossidazione | Lavorazione di metalli ad alta temperatura (Brasatura, Sinterizzazione) |
| Abilitare Processi Unici | Abbassa i punti di ebollizione per una manipolazione delicata dei materiali | Liofilizzazione, Degasaggio |
| Creare Atmosfere Personalizzate | Consente il riempimento con gas specifici per un controllo preciso | Trattamento termico uniforme, Esperimenti di ricerca |
Pronto a sfruttare la potenza di un ambiente controllato per il tuo laboratorio?
In KINTEK, comprendiamo che i tuoi obiettivi di ricerca e produzione richiedono precisione e affidabilità. Sia che tu debba prevenire l'ossidazione nella sinterizzazione ad alta temperatura, lavorare delicatamente su prodotti farmaceutici sensibili o creare un'atmosfera sperimentale perfettamente ripetibile, la camera a vuoto giusta è fondamentale.
Sfruttando la nostra eccezionale R&S e la produzione interna, KINTEK fornisce a diversi laboratori soluzioni avanzate di forni ad alta temperatura e vuoto. La nostra linea di prodotti, che include forni a tubo, forni a vuoto e a atmosfera e sistemi CVD/PECVD, è completata dalla nostra forte capacità di personalizzazione approfondita per soddisfare precisamente le tue esigenze sperimentali uniche.
Discutiamo di come una soluzione KINTEK per il vuoto possa migliorare il controllo dei tuoi processi e i risultati dei materiali. Contatta oggi i nostri esperti per una consulenza personalizzata!
Guida Visiva
Prodotti correlati
- Forno tubolare CVD a camera split con macchina CVD a stazione sottovuoto
- Finestra di osservazione a vuoto ultraelevata Flangia in acciaio inox Vetro zaffiro per KF
- Soffietti per vuoto ad alte prestazioni per una connessione efficiente e un vuoto stabile nei sistemi
- 304 316 Valvola di arresto a sfera ad alto vuoto in acciaio inox per sistemi a vuoto
- Macchina per la laminazione e il riscaldamento della pressa a caldo sottovuoto
Domande frequenti
- Quali sono i requisiti operativi e di manutenzione di un forno tubolare CVD?Garantire le massime prestazioni e la longevità
- Che cos'è un forno tubolare CVD e qual è la sua funzione principale?Deposizione di precisione di film sottili per materiali avanzati
- Quali sono i principali campi di applicazione dei forni tubolari CVD?Esplora i loro versatili utilizzi ad alta tecnologia
- Quali tendenze future ci si aspetta nello sviluppo dei forni a tubo CVD? Scopri sistemi più intelligenti e versatili
- Quali sono i vantaggi dell'utilizzo di un forno a tubo CVD per la preparazione dei dielettrici di gate? Ottenere film sottili di alta qualità per i transistor


















