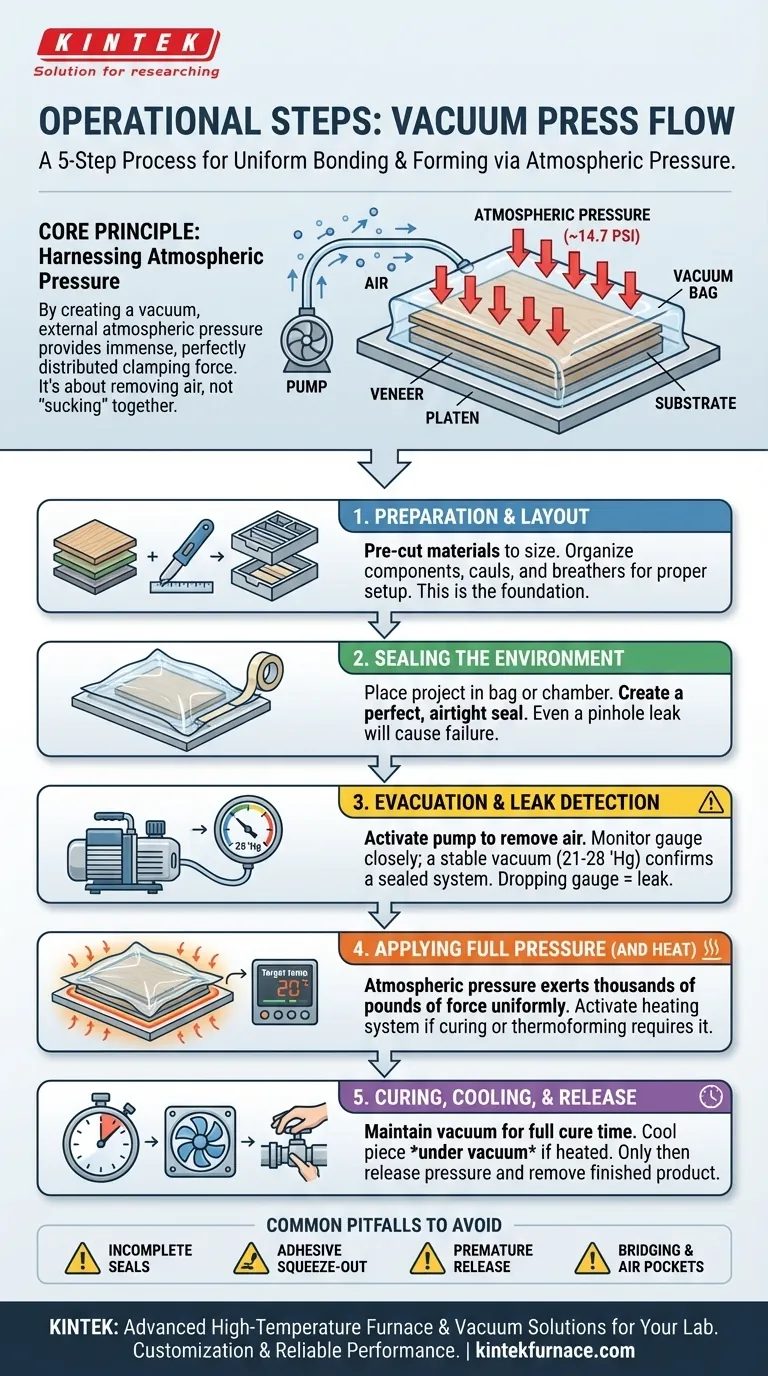
Utilizzare una pressa a vuoto è un processo preciso in cinque fasi che garantisce un'incollaggio e una formatura perfetti. La sequenza principale prevede la preparazione e l'inserimento dei materiali in un ambiente sigillato, l'evacuazione di tutta l'aria per creare un vuoto, consentendo alla pressione atmosferica di agire sul pezzo, e infine, lasciando polimerizzare il progetto prima del rilascio. Questo metodo garantisce una pressione uniforme su tutta la superficie, qualcosa di irraggiungibile con i morsetti tradizionali.
Il principio centrale della pressatura a vuoto non riguarda l'applicazione attiva di forza, ma la rimozione dell'aria. Creando un vuoto, si permette all'immenso e costante peso dell'atmosfera terrestre di fornire una pressione di serraggio uniforme per risultati impeccabili.

Il Principio Fondamentale: Sfruttare la Pressione Atmosferica
Prima di descrivere i passaggi, è fondamentale capire come funziona una pressa a vuoto. Non "aspira" i componenti insieme.
Invece, la pompa del vuoto rimuove le molecole d'aria dall'interno di un sacco o di una camera sigillata. Questo crea una significativa differenza di pressione tra l'interno (pressione quasi zero) e l'esterno (pressione atmosferica standard).
A livello del mare, la pressione atmosferica è di circa 14,7 libbre per pollice quadrato (PSI). Rimuovendo l'aria all'interno del sacco, si consente a questa pressione atmosferica esterna di premere uniformemente su ogni pollice quadrato del progetto. Questa è la fonte dell'immensa e perfettamente distribuita forza di serraggio.
Una Panoramica Dettagliata del Processo Passo Dopo Passo
Ogni fase del ciclo di pressatura a vuoto è fondamentale per un risultato di successo. Saltare o affrettare una qualsiasi di esse può portare al fallimento.
Fase 1: Preparazione e Layout
Questa è la base del tuo progetto. Prima che qualsiasi cosa entri nel sacco, assicurati che tutti i componenti siano adeguatamente preparati.
Ciò include il taglio di impiallacciature o laminati a misura, la preparazione del substrato e l'organizzazione di eventuali elementi necessari come sagome o rete traspirante per facilitare la rimozione dell'aria su forme complesse.
Fase 2: Sigillatura dell'Ambiente
Il tuo progetto viene posizionato all'interno del sacco o camera a vuoto. Il successo dell'intera operazione dipende da una sigillatura perfetta e a tenuta d'aria.
Utilizzando uno speciale nastro sigillante, l'apertura del sacco viene chiusa meticolosamente. Anche una perdita puntiforme impedirà al sistema di raggiungere un vuoto completo e comprometterà la pressa.
Fase 3: Evacuazione e Rilevamento delle Perdite
Una volta sigillato, il generatore di vuoto (pompa) viene collegato e acceso. Inizia a rimuovere l'aria dal sacco.
Questa è la fase diagnostica più critica. Osserva attentamente il vacuometro. Un sistema sano tirerà un vuoto forte (tipicamente 21-28 "Hg, o pollici di mercurio) e lo manterrà stabile dopo lo spegnimento della pompa. Se il valore del vacuometro scende, hai una perdita che deve essere trovata e riparata.
Fase 4: Applicazione della Pressione Massima (e Calore)
Con un vuoto stabile raggiunto, il "serraggio" è ora attivo. La pressione atmosferica sta esercitando migliaia di libbre di forza uniformemente sul tuo pezzo.
Per applicazioni che richiedono calore, come la polimerizzazione di alcune resine o la termoformatura, viene attivato il sistema di riscaldamento integrato. I sistemi di controllo assicurano che sia il livello di vuoto che la temperatura rimangano al valore target per la durata richiesta.
Fase 5: Polimerizzazione, Raffreddamento e Rilascio
Il progetto deve rimanere sotto vuoto per l'intera durata del tempo di polimerizzazione raccomandato dall'adesivo. Rilasciare la pressione prematuramente comporterà un legame debole o fallito.
Se è stato utilizzato il calore, è necessario un ciclo di raffreddamento. Il pezzo deve raffreddarsi mentre è ancora sotto vuoto per evitare che i materiali si deformino o "rimbalzino" mentre perdono calore. Solo dopo che la polimerizzazione è completa e il pezzo è freddo, il vuoto può essere rilasciato e il prodotto finito rimosso.
Errori Comuni e Come Evitarli
Comprendere i potenziali fallimenti è importante quanto conoscere i passaggi corretti. Quasi tutti i problemi possono essere ricondotti a una manciata di errori comuni.
Sigillature Incomplete e Perdite
Questa è la causa principale di fallimento. Controlla sempre due volte la tua sigillatura prima di allontanarti. Un vacuometro che scende è un segnale immediato per trovare e tappare la perdita.
Fuoriuscita di Adesivo
Un adesivo eccessivo può essere espulso sotto pressione, incollando potenzialmente il tuo progetto al sacco a vuoto stesso. Usa un tessuto traspirante o assorbente antiaderente tra il tuo progetto e il sacco per assorbire l'adesivo in eccesso e favorire il flusso d'aria.
Rilascio del Vuoto Troppo Presto
Gli adesivi hanno bisogno di tempo per raggiungere la loro piena forza di adesione. Terminare il ciclo di vuoto prima che il tempo di polimerizzazione raccomandato dal produttore sia completo comporterà la delaminazione e un prodotto finale debole.
Ponti e Sacche d'Aria
Su progetti complessi, curvi o con angoli acuti, il sacco può "fare ponte" su aree concave, intrappolando l'aria. Usa schiuma o materiale di scarto per creare curve più morbide e assicurati che la rete traspirante consenta un percorso per l'evacuazione dell'aria da queste potenziali sacche.
Fare la Scelta Giusta per il Tuo Obiettivo
Il tuo progetto specifico determina quali parti del processo enfatizzare.
- Se il tuo obiettivo principale è l'impiallacciatura o la laminazione del legno: Assicurati un'applicazione uniforme dell'adesivo e lascia polimerizzare il pezzo per l'intero tempo raccomandato sotto un vuoto stabile.
- Se il tuo obiettivo principale è la formatura di compositi (ad esempio, fibra di vetro, fibra di carbonio): Sottolinea l'importanza di utilizzare materiali assorbenti e traspiranti per gestire la resina in eccesso e garantire una saturazione completa senza vuoti d'aria.
- Se il tuo obiettivo principale è la termoformatura delle plastiche: Evidenzia il ruolo critico del controllo preciso della temperatura dal sistema di riscaldamento, applicato solo dopo che è stato raggiunto un vuoto completo e stabile.
Padroneggiando questi passaggi fondamentali, trasformerai la pressa a vuoto da un semplice strumento a uno strumento di precisione per una fabbricazione impeccabile.
Tabella Riepilogativa:
| Fase | Azione Chiave | Scopo |
|---|---|---|
| 1 | Preparazione e Layout | Assicurare che i materiali siano tagliati e organizzati per una corretta impostazione |
| 2 | Sigillatura dell'Ambiente | Creare una chiusura ermetica nel sacco o nella camera a vuoto |
| 3 | Evacuazione e Rilevamento delle Perdite | Rimuovere l'aria e monitorare le perdite per ottenere un vuoto stabile |
| 4 | Applicazione della Pressione Massima (e Calore) | Utilizzare la pressione atmosferica per un serraggio uniforme; applicare calore se necessario |
| 5 | Polimerizzazione, Raffreddamento e Rilascio | Lasciare che l'adesivo polimerizzi completamente, raffreddare sotto vuoto, quindi rilasciare |
Pronto a ottenere risultati impeccabili con una pressa a vuoto? In KINTEK, sfruttiamo un'eccezionale ricerca e sviluppo e la produzione interna per fornire soluzioni avanzate di forni ad alta temperatura su misura per il tuo laboratorio. La nostra linea di prodotti include Forni a Muffola, Tubolari, Rotanti, Forni a Vuoto e Atmosfera e Sistemi CVD/PECVD, tutti supportati da forti capacità di personalizzazione profonda per soddisfare con precisione le tue esigenze sperimentali uniche. Che tu sia nella lavorazione del legno, nei compositi o nella termoformatura, la nostra esperienza garantisce prestazioni e efficienza affidabili. Contattaci oggi per discutere come possiamo supportare i tuoi progetti con precisione e innovazione!
Guida Visiva
Prodotti correlati
- Macchina per la laminazione e il riscaldamento della pressa a caldo sottovuoto
- Macchina del forno a caldo della pressa a vuoto Riscaldata Pressa a vuoto
- Macchina del forno a caldo della pressa a vuoto Forno riscaldato del tubo della pressa a vuoto
- Forno di trattamento termico e sinterizzazione a vuoto della pressa a caldo a induzione 600T
- Porcellana dentale Zirconia sinterizzazione forno stampa vuoto ceramica
Domande frequenti
- Quali caratteristiche di sicurezza sono incorporate nei forni a pressa calda sottovuoto? Garantire la protezione dell'operatore e dell'attrezzatura
- Qual è il significato dell'ambiente sottovuoto per la sinterizzazione dell'acciaio inossidabile? Sblocca purezza ad alta densità
- Quali sono i vantaggi del sistema di ambiente sottovuoto in un forno a pressa a caldo sottovuoto? Sblocca la sinterizzazione ad alta densità
- Quali considerazioni guidano la selezione degli elementi riscaldanti e dei metodi di pressurizzazione per un forno a pressa a caldo sotto vuoto?
- Quali settori beneficiano dell'uso dei forni a pressa a caldo sottovuoto? Sblocca materiali ad alte prestazioni per il tuo settore



















