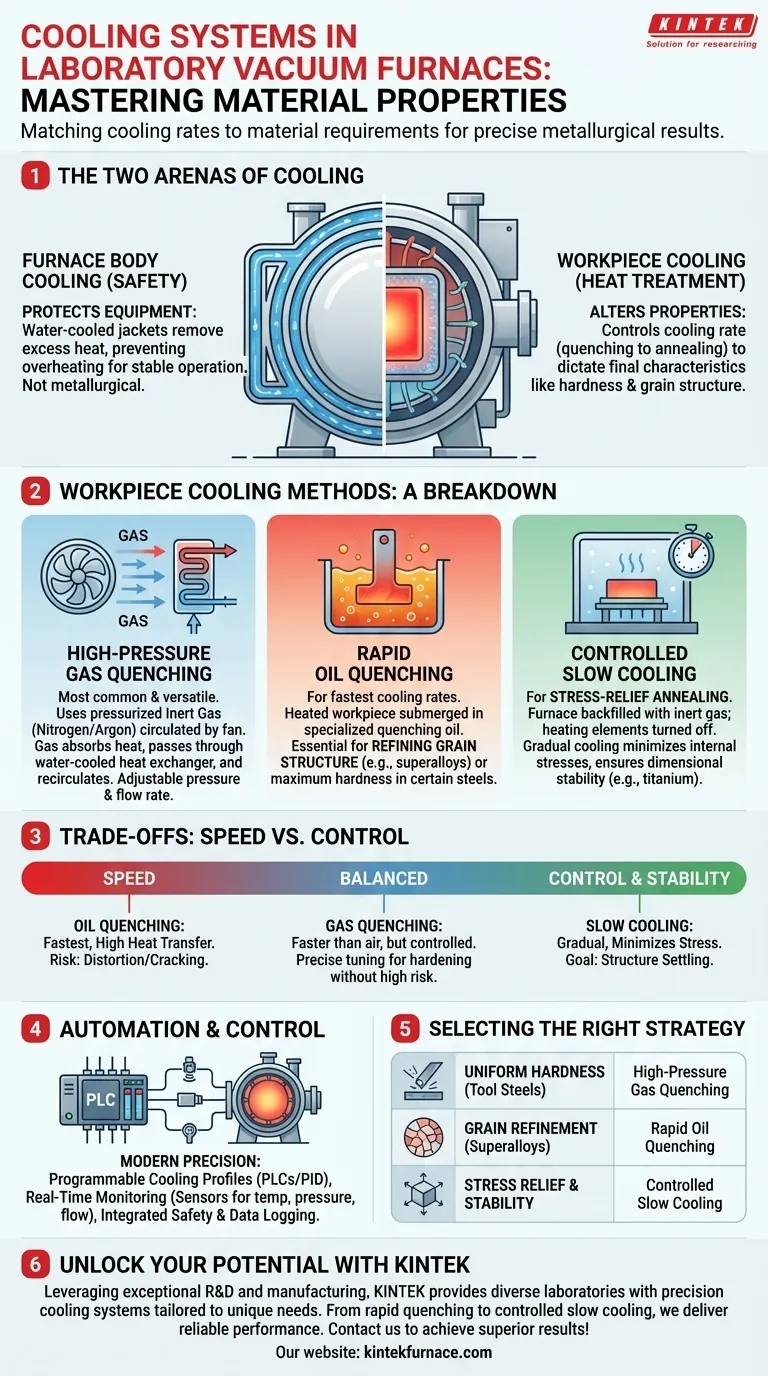
In un forno a vuoto da laboratorio, il raffreddamento viene principalmente realizzato attraverso tre metodi: tempra in gas inerte, tempra liquida (olio) e raffreddamento lento controllato. Questi sistemi lavorano insieme a camicie di raffreddamento ad acqua esterne che proteggono il forno stesso dal surriscaldamento. Il metodo specifico scelto è critico, poiché determina direttamente le proprietà metallurgiche finali del pezzo in lavorazione.
La selezione di un sistema di raffreddamento non riguarda il forno, ma il materiale. La sfida principale è abbinare la velocità di raffreddamento, da estremamente veloce a deliberatamente lenta, alla precisa trasformazione di fase o al rilascio delle tensioni richiesto per ottenere le proprietà del materiale desiderate.

Le Due Aree del Raffreddamento
In qualsiasi forno a vuoto, il raffreddamento avviene in due aree distinte: il corpo del forno stesso e il materiale in lavorazione (il pezzo). Confondere le due è un errore comune.
Raffreddamento del Corpo del Forno
L'unico compito di questo sistema è proteggere l'attrezzatura. Le camicie raffreddate ad acqua circolano intorno alla camera del forno per rimuovere il calore in eccesso, prevenendo il surriscaldamento delle pareti del forno e garantendo un funzionamento sicuro e stabile. Questa è una caratteristica di sicurezza e operativa, non un processo metallurgico.
Raffreddamento del Pezzo (Trattamento Termico)
Questo è il processo che altera direttamente le proprietà del materiale all'interno del forno. L'obiettivo qui è controllare la velocità con cui il pezzo si raffredda, che può variare da estremamente rapido (tempra) a molto lento (ricottura).
Una Panoramica dei Metodi di Raffreddamento del Pezzo
Il metodo utilizzato per raffreddare il pezzo è la decisione più critica nel processo di trattamento termico. Dettaglia le caratteristiche finali come durezza, struttura del grano e tensione interna.
Tempra in Gas ad Alta Pressione
Questo è il metodo più comune e versatile. Dopo il ciclo di riscaldamento, la camera viene riempita con un gas inerte ad alta purezza, tipicamente azoto o argon.
Questo gas viene pressurizzato, a volte al doppio della pressione atmosferica o più, e fatto circolare da una ventola. Assorbe il calore dal pezzo caldo e viene quindi fatto passare attraverso uno scambiatore di calore raffreddato ad acqua per rimuovere il calore prima di essere ricircolato. Questo ciclo si ripete fino a quando il pezzo non è freddo.
Tempra Rapida in Olio
Per velocità di raffreddamento che il gas non può raggiungere, viene utilizzata la tempra in olio. Il pezzo riscaldato viene immerso in un bagno di olio di tempra specializzato.
Questo fornisce un trasferimento di calore estremamente rapido, necessario per affinamento della struttura del grano in materiali come le superleghe a base di nichel o per ottenere la massima durezza in alcune leghe d'acciaio.
Raffreddamento Lento Controllato
L'opposto della tempra, il raffreddamento lento viene utilizzato per processi come la ricottura di distensione. Invece del raffreddamento rapido, il forno viene semplicemente riempito con un gas inerte e gli elementi riscaldanti vengono spenti.
Ciò consente al pezzo di raffreddarsi gradualmente per un periodo più lungo, minimizzando l'introduzione di nuove tensioni interne. Questo è cruciale per mantenere la stabilità dimensionale dei componenti, specialmente per materiali come il titanio.
Comprendere i Compromessi: Velocità vs. Controllo
La scelta tra raffreddamento a gas, olio e lento implica un compromesso fondamentale tra velocità di raffreddamento, controllo del processo e rischio di danneggiamento del materiale.
La Necessità di Velocità: Tempra in Olio
La tempra in olio offre le velocità di raffreddamento più rapide. Tuttavia, questa velocità comporta un costo in termini di controllo e introduce un rischio maggiore di distorsione del pezzo o addirittura di cricche a causa dello shock termico. È riservata a leghe specifiche che lo richiedono.
L'Approccio Bilanciato: Tempra in Gas
La tempra in gas è significativamente più veloce del raffreddamento ad aria aperta ma più controllata e meno severa rispetto all'olio. La velocità di raffreddamento può essere regolata con precisione modificando la pressione e la portata del gas, offrendo un'eccellente versatilità per l'indurimento di acciai per utensili e altre leghe senza l'alto rischio di distorsione.
L'Obiettivo della Precisione: Raffreddamento Lento
Il raffreddamento lento privilegia il controllo e la stabilità al di sopra di ogni altra cosa. L'obiettivo non è indurre un cambiamento di fase, ma permettere alla struttura interna del materiale di stabilizzarsi, alleviando le tensioni accumulate durante la fabbricazione o i precedenti trattamenti termici.
Il Ruolo dell'Automazione e del Controllo
I moderni forni da laboratorio non si affidano all'operazione manuale per questi processi critici. La sofisticata automazione garantisce precisione e ripetibilità.
Profili di Raffreddamento Programmabili
I forni utilizzano Controllori Logici Programmabili (PLC) o sistemi PID che consentono agli operatori di definire profili di raffreddamento precisi e multi-segmento. È possibile programmare una specifica velocità di raffreddamento (ad esempio, °C al minuto), tempi di mantenimento e pressioni del gas.
Monitoraggio in Tempo Reale
I sensori integrati monitorano continuamente temperatura, pressione e flusso di gas. Questi dati forniscono un feedback in tempo reale al sistema di controllo, garantendo che il ciclo di raffreddamento proceda esattamente come programmato.
Sicurezza e Dati Integrati
Questi sistemi di controllo sono integrati con funzionalità di sicurezza come la protezione da sovratemperatura e meccanismi di spegnimento automatico. Consentono anche la registrazione dei dati per la verifica del processo, il controllo qualità e la documentazione della ricerca.
Selezione della Giusta Strategia di Raffreddamento
La tua scelta deve essere guidata dall'obiettivo finale per il tuo materiale.
- Se il tuo obiettivo principale è ottenere una durezza uniforme negli acciai per utensili: La tempra in gas ad alta pressione fornisce un percorso di raffreddamento rapido, ma altamente controllabile.
- Se il tuo obiettivo principale è affinare la struttura del grano nelle superleghe a base di nichel: La tempra rapida in olio è il metodo più efficace per raggiungere la velocità di raffreddamento necessaria.
- Se il tuo obiettivo principale è garantire stabilità dimensionale e distensione: Il raffreddamento lento controllato tramite riempimento con gas inerte è l'approccio richiesto.
In definitiva, padroneggiare il ciclo di raffreddamento è tanto importante quanto il ciclo di riscaldamento per sbloccare il pieno potenziale dei tuoi materiali.
Tabella riassuntiva:
| Metodo di Raffreddamento | Caratteristiche Principali | Applicazioni Ideali |
|---|---|---|
| Tempra in Gas ad Alta Pressione | Raffreddamento controllato tramite gas inerte, pressione/flusso regolabili | Indurimento acciai per utensili, trattamento versatile delle leghe |
| Tempra Rapida in Olio | Raffreddamento più veloce, elevato trasferimento di calore | Affinamento del grano nelle superleghe, acciai ad alta durezza |
| Raffreddamento Lento Controllato | Raffreddamento graduale, minimizza le tensioni | Ricottura di distensione, stabilità dimensionale nel titanio |
Sblocca il pieno potenziale dei tuoi materiali con le soluzioni avanzate di forni ad alta temperatura di KINTEK. Sfruttando un'eccezionale ricerca e sviluppo e la produzione interna, forniamo a diversi laboratori sistemi di raffreddamento di precisione personalizzati per le tue esigenze uniche. La nostra linea di prodotti include forni a muffola, a tubo, rotanti, a vuoto e atmosfera, e sistemi CVD/PECVD, tutti supportati da forti capacità di personalizzazione profonda. Che tu richieda una tempra rapida per superleghe o un raffreddamento lento controllato per la distensione, KINTEK offre prestazioni affidabili ed efficienza migliorata. Contattaci oggi per discutere come possiamo supportare le tue specifiche sfide di trattamento termico e ottenere risultati superiori!
Guida Visiva
Prodotti correlati
- Forno a tubo rotante inclinato sotto vuoto da laboratorio Forno a tubo rotante
- Piccolo trattamento termico sotto vuoto e forno di sinterizzazione del filo di tungsteno
- Forno di sinterizzazione della porcellana dentale sottovuoto per laboratori odontotecnici
- Forno a muffola da laboratorio con sollevamento dal basso
- Forno fusorio a induzione sotto vuoto e forno fusorio ad arco
Domande frequenti
- Quali sono i principali vantaggi dell'utilizzo di un forno a tubo rotante? Ottenere un riscaldamento dinamico e uniforme per le polveri
- Quali sono i vantaggi tecnici dell'utilizzo di un forno a tubo rotante per l'attivazione dell'idrocarbone? Ottenere una porosità superiore
- In quali ambienti i forni a tubo rotante sono considerati indispensabili? Essenziali per un trattamento termico uniforme
- Cos'è un forno a tubo rotante? Ottieni un'uniformità superiore per polveri e granuli
- Quali altri settori utilizzano i forni a tubo rotante? Scopri soluzioni di riscaldamento versatili per molteplici settori industriali



















