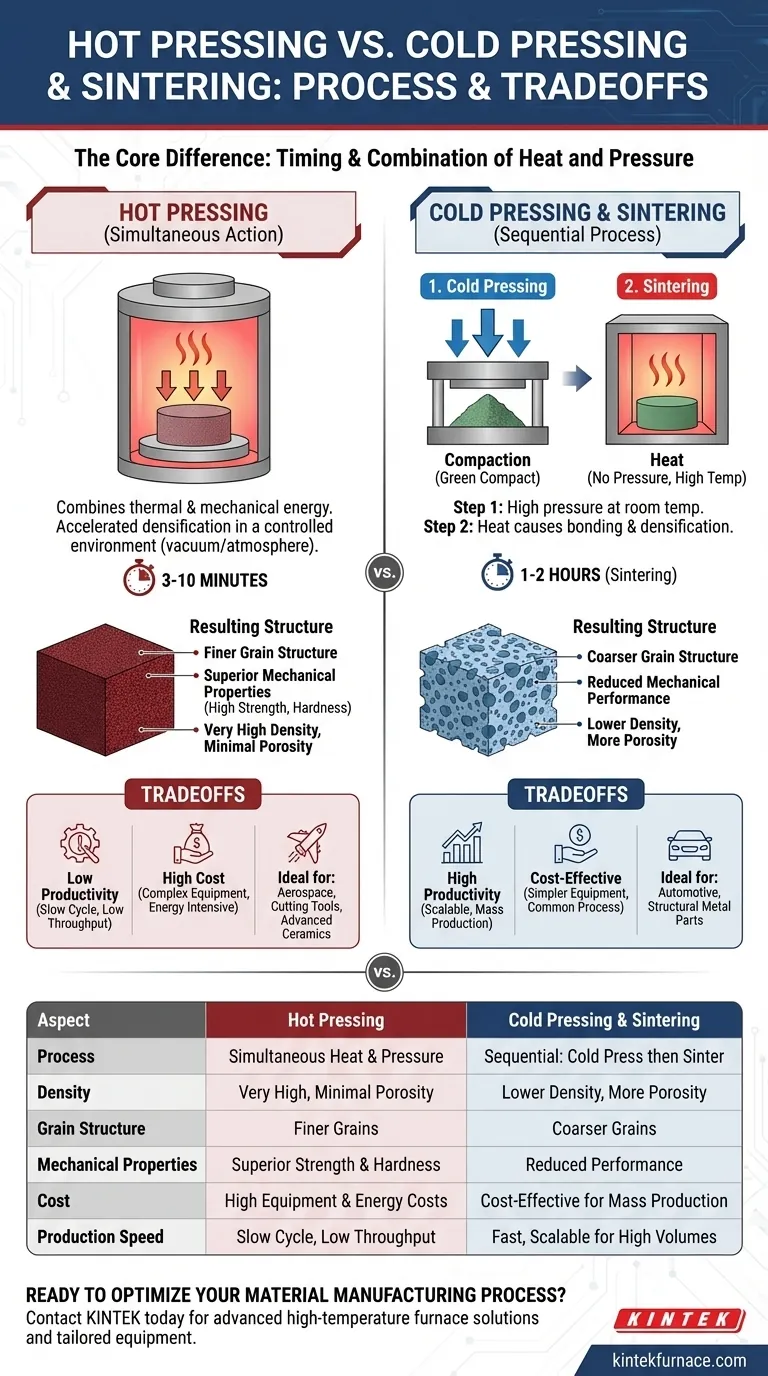
In sostanza, la differenza tra la pressatura a caldo e il metodo convenzionale di pressatura a freddo e sinterizzazione risiede nella tempistica e nella combinazione di calore e pressione. La pressatura a caldo applica simultaneamente energia termica e meccanica per densificare un materiale, mentre il metodo convenzionale è un processo sequenziale in due fasi: prima la compattazione del materiale a temperatura ambiente (pressatura a freddo), poi il riscaldamento senza pressione (sinterizzazione).
La scelta tra questi metodi è un classico compromesso ingegneristico. La pressatura a caldo privilegia le prestazioni e la densità finali del materiale a scapito del costo e della velocità di produzione, mentre la pressatura a freddo e la sinterizzazione privilegiano l'economicità e la scalabilità per la produzione di massa.

La Fondamentale Differenza di Processo
Per comprendere gli effetti a valle su costo e qualità, dobbiamo prima esaminare come i due processi sono meccanicamente diversi.
Pressatura a Caldo: Un'Azione Combinata
La pressatura a caldo è un processo di sinterizzazione attivato in cui un compatto di polvere viene riscaldato e pressato contemporaneamente, tipicamente all'interno di un vuoto o di un'atmosfera controllata.
Questa azione simultanea utilizza sia energia termica che meccanica per forzare le particelle del materiale a unirsi, accelerando significativamente la densificazione.
Pressatura a Freddo e Sinterizzazione: Un Metodo in Due Fasi
Questa è una via metallurgica delle polveri più tradizionale. In primo luogo, la polvere viene compattata in una forma desiderata (un "compatto verde") utilizzando alta pressione a temperatura ambiente.
Nella seconda fase, separata, questo compatto verde viene posto in un forno e riscaldato a una temperatura elevata inferiore al suo punto di fusione. Il calore da solo fa sì che le particelle si leghino e il pezzo si densifichi.
Impatto sulle Proprietà dei Materiali e sulla Microstruttura
Il processo scelto determina direttamente le caratteristiche finali del componente, dalla sua struttura interna alla sua resistenza meccanica.
Struttura dei Grani e Resistenza
La pressatura a caldo produce generalmente materiali con una struttura a grana più fine. L'applicazione simultanea della pressione inibisce fisicamente la naturale tendenza dei grani a ingrandirsi a temperature elevate.
Grani più fini portano tipicamente a proprietà meccaniche superiori, come maggiore resistenza e durezza.
Al contrario, le alte temperature e i tempi più lunghi richiesti per la sinterizzazione convenzionale spesso comportano strutture a grana più grossa, che possono ridurre le prestazioni meccaniche complessive del materiale.
Densità Finale
Poiché la pressione viene applicata attivamente durante la fase di riscaldamento, la pressatura a caldo è estremamente efficace nel chiudere i pori interni.
Ciò si traduce in pezzi con densità molto elevata e porosità minima, il che è fondamentale per applicazioni ad alte prestazioni. La pressatura a caldo sotto vuoto migliora ulteriormente questo aspetto rimuovendo i gas intrappolati.
Velocità del Processo ed Equilibrio
La pressatura a caldo raggiunge la densificazione molto più velocemente, spesso in 3-10 minuti rispetto alle 1-2 ore richieste per la sinterizzazione convenzionale.
Tuttavia, questa velocità significa che il processo è spesso sbilanciato. Potrebbe non esserci abbastanza tempo perché le fasi del materiale raggiungano il pieno equilibrio chimico, il che può portare a una microstruttura unica rispetto a un pezzo lentamente sinterizzato.
Comprendere i Compromessi: Costo, Velocità e Scala
Le proprietà superiori ottenute attraverso la pressatura a caldo comportano significativi compromessi pratici ed economici.
Produttività e Resa
Mentre la fase di densificazione della pressatura a caldo è rapida, il processo complessivo ha una bassa produttività. Ogni ciclo richiede il riscaldamento e il raffreddamento di una grande pressa e di un assemblaggio di stampi, il che richiede tempo.
La pressatura a freddo e la sinterizzazione, con i suoi passaggi separati, consentono l'elaborazione continua. I pezzi possono essere pressati rapidamente uno dopo l'altro e poi caricati in un forno in grandi lotti, rendendolo ideale per la produzione di massa.
Costi delle Attrezzature e dell'Energia
Le attrezzature per la pressatura a caldo sono complesse e costose. Devono resistere a temperature e pressioni estreme contemporaneamente, richiedendo materiali specializzati e controlli sofisticati. Il processo è anche molto energivoro.
Le presse a freddo e i forni di sinterizzazione sono più semplici, più comuni e generalmente meno costosi da acquistare e gestire, con conseguente processo più economico per grandi volumi.
Fare la Scelta Giusta per la Tua Applicazione
La tua decisione deve essere guidata dai requisiti non negoziabili del tuo progetto.
- Se il tuo obiettivo principale è la massima prestazione e densità: La pressatura a caldo è la scelta chiara per applicazioni come componenti aerospaziali, utensili da taglio o ceramiche avanzate dove le proprietà del materiale sono fondamentali.
- Se il tuo obiettivo principale è l'economicità e la produzione ad alto volume: La pressatura a freddo e la sinterizzazione sono lo standard industriale per la produzione di pezzi come componenti automobilistici e parti metalliche strutturali su larga scala.
- Se il tuo obiettivo principale è creare un materiale innovativo con una microstruttura unica: La pressatura a caldo può essere uno strumento prezioso, poiché la sua natura non in equilibrio può produrre fasi e strutture non ottenibili con metodi più lenti.
Comprendere questo fondamentale compromesso tra prestazioni finali e scalabilità di produzione ti consente di selezionare il percorso di produzione preciso per il tuo obiettivo specifico.
Tabella Riepilogativa:
| Aspetto | Pressatura a Caldo | Pressatura a Freddo e Sinterizzazione |
|---|---|---|
| Processo | Calore e pressione simultanei | Sequenziale: pressatura a freddo poi sinterizzazione |
| Densità | Molto alta, porosità minima | Densità inferiore, maggiore porosità |
| Struttura dei Grani | Grani più fini | Grani più grossi |
| Proprietà Meccaniche | Resistenza e durezza superiori | Prestazioni ridotte |
| Costo | Costi elevati di attrezzature ed energia | Economico per la produzione di massa |
| Velocità di Produzione | Ciclo lento, bassa resa | Veloce, scalabile per grandi volumi |
| Applicazioni Ideali | Aerospaziale, utensili da taglio, ceramiche avanzate | Automotive, parti metalliche strutturali |
Pronto a ottimizzare il tuo processo di produzione dei materiali? Sfruttando un'eccezionale R&S e la produzione interna, KINTEK fornisce diversi laboratori con soluzioni avanzate per forni ad alta temperatura. La nostra linea di prodotti, inclusi forni a muffola, a tubo, rotanti, a vuoto e atmosfera e sistemi CVD/PECVD, è completata dalla nostra forte capacità di personalizzazione profonda per soddisfare con precisione requisiti sperimentali unici. Sia che tu abbia bisogno di pressatura a caldo ad alte prestazioni o di soluzioni di sinterizzazione scalabili, forniamo attrezzature su misura per migliorare l'efficienza e i risultati del tuo laboratorio. Contattaci oggi per discutere come possiamo supportare la tua specifica applicazione!
Guida Visiva
Prodotti correlati
- Macchina per la laminazione e il riscaldamento della pressa a caldo sottovuoto
- Macchina del forno a caldo della pressa a vuoto Riscaldata Pressa a vuoto
- Forno di trattamento termico e sinterizzazione a vuoto della pressa a caldo a induzione 600T
- Macchina del forno a caldo della pressa a vuoto Forno riscaldato del tubo della pressa a vuoto
- Forno a vuoto da laboratorio ad alta pressione Forno tubolare al quarzo
Domande frequenti
- Perché un ambiente ad alto vuoto è fondamentale quando si preparano compositi di rame-nanotubi di carbonio in un forno a pressa a caldo sotto vuoto? Ottenere un'integrità composita superiore
- Quali sono i vantaggi del sistema di ambiente sottovuoto in un forno a pressa a caldo sottovuoto? Sblocca la sinterizzazione ad alta densità
- Quali considerazioni guidano la selezione degli elementi riscaldanti e dei metodi di pressurizzazione per un forno a pressa a caldo sotto vuoto?
- Quali settori beneficiano dell'uso dei forni a pressa a caldo sottovuoto? Sblocca materiali ad alte prestazioni per il tuo settore
- Quali sono i componenti principali di un forno a pressa calda sottovuoto? Padroneggia i sistemi principali per una lavorazione precisa dei materiali






