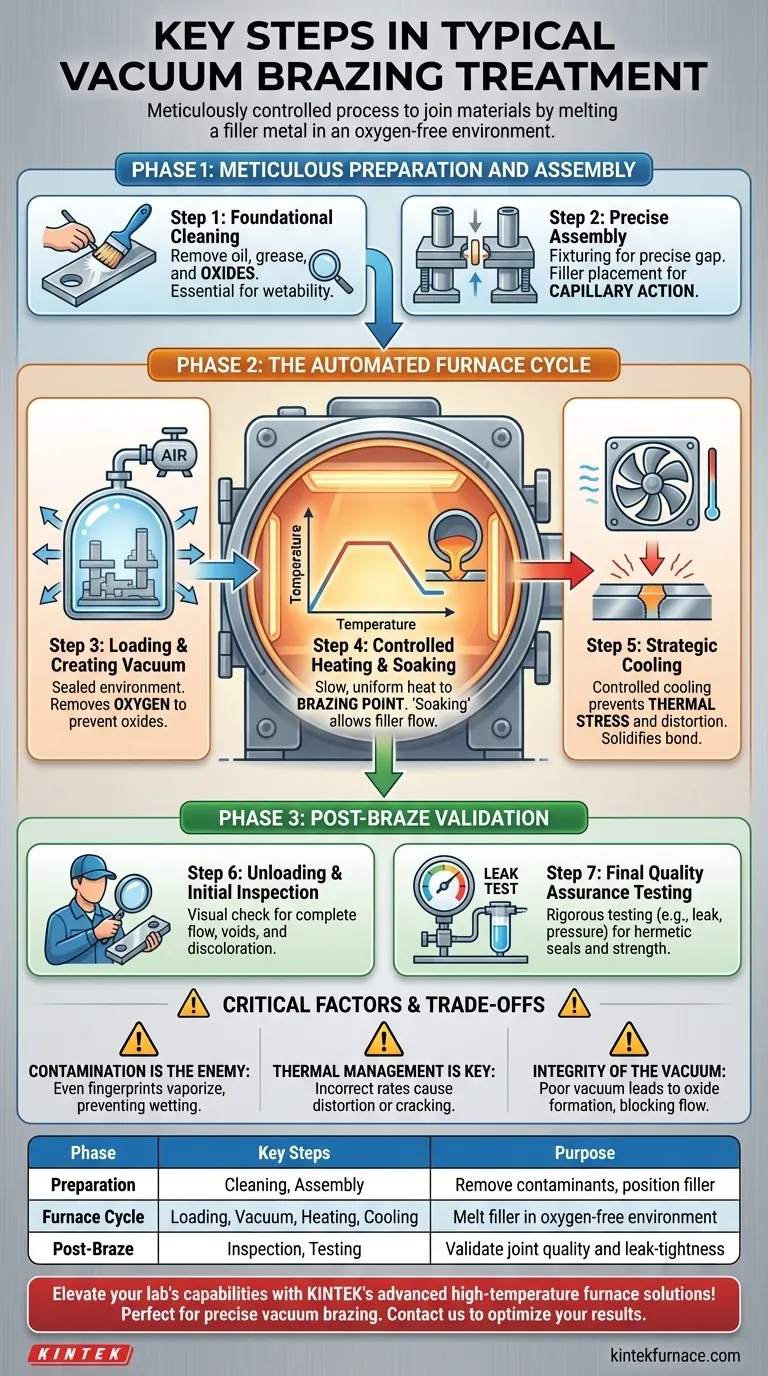
Il processo di brasatura sotto vuoto è una sequenza meticolosamente controllata, progettata per unire materiali fondendo un metallo d'apporto in un ambiente privo di ossigeno. Si compone di tre fasi principali: preparazione e assemblaggio dei pezzi, esecuzione di un ciclo di forno preciso e automatizzato per fondere e solidificare il materiale d'apporto, e infine, ispezione e test rigorosi post-brasatura per convalidare la qualità del giunto.
Al suo centro, una brasatura sotto vuoto di successo è meno legata al semplice riscaldamento del metallo e più alla creazione di un ambiente incontaminato e controllato. L'intero processo è ingegnerizzato per prevenire l'ossidazione e gestire lo stress termico, assicurando che il metallo d'apporto possa fluire perfettamente nel giunto e formare un legame eccezionalmente forte e pulito.

Fase 1: Preparazione e Assemblaggio Meticolosi
Questa fase iniziale è fondamentale. Gli errori commessi qui non possono essere corretti successivamente nel forno e sono la fonte più comune di fallimenti nella brasatura.
Passo 1: Pulizia Fondamentale
Tutti i componenti da unire devono essere rigorosamente puliti. L'obiettivo è rimuovere tutti i contaminanti superficiali come oli, grassi e, cosa più importante, ossidi.
Una superficie perfettamente pulita è essenziale affinché il metallo d'apporto fuso "bagnoli" e aderisca ai materiali base, il che è un prerequisito per un legame forte.
Passo 2: Assemblaggio Preciso
I pezzi puliti vengono assemblati nella loro configurazione finale. Il metallo d'apporto per brasatura viene posizionato sul o vicino all'interfaccia del giunto.
Questo materiale d'apporto può essere un filo o un anello preformato, un foglio sottile, una polvere o una pasta. I pezzi devono essere fissati saldamente con un gioco preciso per consentire all'azione capillare di attrarre il materiale d'apporto fuso nell'intero giunto.
Fase 2: Il Ciclo del Forno Automatizzato
Una volta assemblati, i pezzi vengono caricati nel forno per il processo principale, che è tipicamente gestito da un microprocessore per il massimo controllo e ripetibilità.
Passo 3: Caricamento e Creazione del Vuoto
I componenti assemblati vengono posizionati con cura sugli utensili o telai di carico all'interno del forno a vuoto. La porta del forno viene sigillata e un sistema di pompaggio ad alta potenza rimuove l'aria.
La creazione di un vuoto è il passo che definisce questo processo. Rimuove ossigeno e altri gas reattivi, prevenendo la formazione di ossidi sulle superfici metalliche durante il riscaldamento.
Passo 4: Riscaldamento Controllato e Mantenimento (Soaking)
Il forno inizia un ciclo di riscaldamento preprogrammato. La temperatura viene aumentata in modo lento e controllato per garantire che tutte le parti dell'assemblaggio si riscaldino uniformemente.
La temperatura sale fino al punto di brasatura designato, che è al di sopra del punto di fusione del metallo d'apporto (la sua temperatura di liquidus). L'assemblaggio viene mantenuto a questa temperatura per un breve periodo—un processo chiamato "soaking"—permettendo al materiale d'apporto di diventare completamente liquido e di fluire completamente nel giunto tramite azione capillare.
Passo 5: Raffreddamento Strategico
Dopo il mantenimento, il forno avvia un ciclo di raffreddamento controllato. La velocità di raffreddamento è tanto critica quanto la velocità di riscaldamento.
Rallentare il processo di raffreddamento previene stress termico, distorsione e cricche, permettendo al metallo d'apporto di solidificarsi in un legame metallurgico forte, uniforme e stabile.
Fase 3: Validazione Post-Brasatura
Una volta che l'assemblaggio si è completamente raffreddato, viene rimosso dal forno per la verifica finale.
Passo 6: Scarico e Ispezione Iniziale
Il componente brasato viene accuratamente disimballato e sottoposto a un'ispezione visiva approfondita. I tecnici cercano un flusso di materiale d'apporto completo e uniforme attorno al giunto, senza segni di vuoti o scolorimento.
Passo 7: Test Finali di Assicurazione Qualità
A seconda dell'applicazione del componente, potrebbe essere sottoposto a ulteriori test. Per i pezzi aerospaziali o idraulici, questo include spesso test di pressione o di tenuta per garantire che il giunto sia sigillato ermeticamente.
Comprendere i Compromessi e i Fattori Critici
Ottenere una brasatura perfetta richiede la padronanza di diverse variabili. Trascurarne una può portare al fallimento del componente.
La Contaminazione è il Nemico
Il rischio più significativo è una pulizia impropria. Anche un'impronta digitale può lasciare oli che vaporizzano nel forno, contaminano la superficie e impediscono alla lega di brasatura di bagnare correttamente, con conseguente giunto debole o incompleto. Camere di assemblaggio pulite sono un requisito infrastrutturale critico.
La Gestione Termica è Fondamentale
Una velocità di riscaldamento o raffreddamento errata è una causa primaria di fallimento. Un riscaldamento troppo rapido può causare la distorsione dei componenti, mentre un raffreddamento troppo veloce può indurre stress interni che portano a cricche e al cedimento del giunto sotto carico.
L'Integrità del Vuoto
Un vuoto scarso o insufficiente non riesce a rimuovere tutto l'ossigeno. Ciò causerà la formazione di ossidi sulle superfici metalliche calde, agendo come una barriera che blocca il flusso del metallo d'apporto e compromette l'integrità dell'intero giunto.
Fare la Scelta Giusta per il Tuo Obiettivo
Il tuo obiettivo specifico determinerà quale fase del processo richiede maggiore attenzione.
- Se il tuo obiettivo principale è la resistenza e l'affidabilità del giunto: Presta attenzione ossessiva alla pulizia fondamentale e assicurati che il ciclo di raffreddamento sia lento e controllato per minimizzare lo stress termico.
- Se il tuo obiettivo principale è produrre componenti a tenuta stagna: Dai priorità alla qualità del tuo forno a vuoto e implementa rigorosi protocolli di test finali come il test di pressione o di perdita di elio.
- Se il tuo obiettivo principale è evitare la distorsione in assemblaggi complessi: La tua preoccupazione principale dovrebbe essere il riscaldamento e il raffreddamento uniformi, il che richiede fissaggi ben progettati e un profilo del forno controllato con precisione.
In definitiva, padroneggiare la brasatura sotto vuoto deriva dal comprenderla come un sistema completo e interconnesso in cui ogni fase influisce direttamente sulla qualità finale del legame.
Tabella Riassuntiva:
| Fase | Passi Chiave | Scopo |
|---|---|---|
| Preparazione | Pulizia, Assemblaggio | Rimuovere contaminanti, posizionare il metallo d'apporto per l'azione capillare |
| Ciclo del Forno | Caricamento, Vuoto, Riscaldamento, Raffreddamento | Fondere il materiale d'apporto in ambiente privo di ossigeno, prevenire lo stress termico |
| Post-Brasatura | Ispezione, Test | Validare la qualità del giunto, garantire resistenza e tenuta stagna |
Migliora le capacità del tuo laboratorio con le soluzioni avanzate per forni ad alta temperatura di KINTEK! Sfruttando eccezionali capacità di R&S e produzione interna, forniamo a diversi laboratori attrezzature affidabili come Forni a Vuoto e ad Atmosfera, perfetti per processi di brasatura sotto vuoto di precisione. La nostra forte capacità di personalizzazione approfondita assicura che possiamo soddisfare le tue esigenze sperimentali uniche, fornendo prestazioni e durata superiori. Contattaci oggi per discutere come i nostri prodotti possono ottimizzare i tuoi risultati di brasatura e guidare l'innovazione!
Guida Visiva
Prodotti correlati
- Forno di sinterizzazione e brasatura con trattamento termico sottovuoto
- Macchina per la laminazione e il riscaldamento della pressa a caldo sottovuoto
- Catena a vuoto a sgancio rapido in acciaio inox Morsetto a tre sezioni
- 304 316 Valvola di arresto a sfera ad alto vuoto in acciaio inox per sistemi a vuoto
- Piastra cieca della flangia a vuoto KF ISO in acciaio inossidabile per sistemi ad alto vuoto
Domande frequenti
- In che modo il trattamento termico sottovuoto influisce sulla struttura dei grani delle leghe metalliche? Ottieni un controllo preciso della microstruttura
- Quali sono i vantaggi dell'utilizzo di forni per il trattamento termico sotto vuoto per le leghe metalliche? Ottenere proprietà e prestazioni metalliche superiori
- Qual è il ruolo dei forni ad alta precisione nel trattamento termico dell'Inconel 718? Padroneggia l'ingegneria microstrutturale
- Qual è la funzione dei forni industriali per il trattamento termico sottovuoto? Migliorare la qualità dell'acciaio Maraging stampato in 3D
- Quali sono i passaggi coinvolti in un tipico trattamento di brasatura sotto vuoto? Padroneggia il processo per giunti puliti e resistenti



















