La brasatura attiva laser supera la brasatura tradizionale in forno nella produzione di passanti per sensori microenergetici principalmente grazie alla sua capacità di fornire energia localizzata e ad alta precisione. A differenza della brasatura in forno, che espone l'intero assemblaggio a temperature elevate, la brasatura laser concentra il calore strettamente sull'interfaccia di giunzione. Questo approccio mirato fonde la lega brasante mantenendo i componenti metallici circostanti relativamente freddi, minimizzando drasticamente la distorsione termica.
Disaccoppiando il processo di sigillatura dal riscaldamento di massa del componente, la brasatura attiva laser elimina le macro-tensioni termiche tipiche della lavorazione in forno. Ciò garantisce l'integrità dimensionale dei microsensori sensibili e ne migliora significativamente l'affidabilità sotto cicli termici.
La Fisica dell'Input Energetico Localizzato
Applicazione Energetica di Precisione
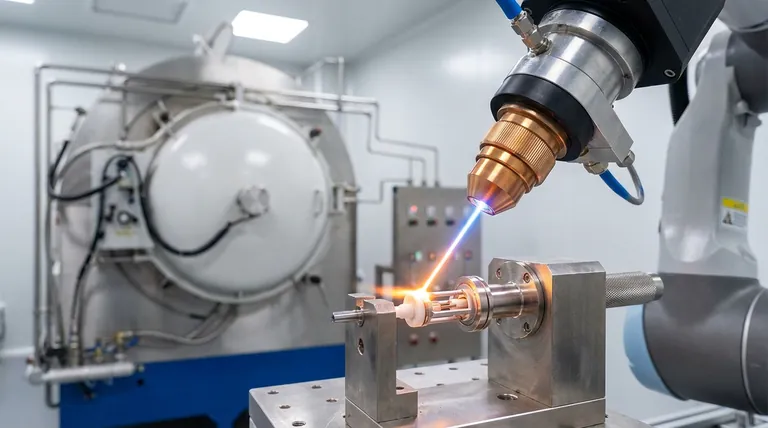
La brasatura attiva laser utilizza un fascio focalizzato per fornire energia con estrema precisione. Ciò consente ai produttori di mirare all'area specifica in cui è richiesto il sigillo senza influenzare il resto dell'assemblaggio.
Minimizzare la Zona Termicamente Alterata
Un vantaggio critico di questo metodo è la creazione di una zona termicamente alterata (ZTA) estremamente piccola. Nella brasatura tradizionale in forno, l'intero componente raggiunge la temperatura di brasatura, alterando le proprietà del materiale a livello globale. La brasatura laser confina queste modifiche microstrutturali all'area di giunzione immediata.
Controllo dell'Aumento Complessivo della Temperatura
Poiché l'apporto energetico è così localizzato, l'aumento complessivo della temperatura dei componenti metallici è minimizzato. La massa del microsensore rimane a una temperatura molto inferiore al punto di fusione della lega brasante, proteggendo gli elementi interni sensibili dai danni termici.
Mitigare Stress e Distorsioni
Riduzione delle Macro-Tensioni Termiche
Il principale fattore di guasto nella brasatura tradizionale è lo stress causato dall'espansione e successiva contrazione delle parti metalliche durante il riscaldamento e il raffreddamento globale. La brasatura attiva laser riduce significativamente questo macro-stress termico causato dalla contrazione del metallo.
Miglioramento dell'Accuratezza Dimensionale
Quando la massa del componente non si espande in modo significativo, la geometria della parte finale rimane stabile. Ciò si traduce in una precisione dimensionale superiore, fondamentale per le tolleranze ristrette richieste nei passanti dei sensori microenergetici.
Miglioramento dell'Affidabilità a Lungo Termine
Resistenza ai Cicli Termici
Le giunzioni formate con elevate tensioni residue sono soggette a guasti quando sottoposte a variazioni di temperatura operative. Minimizzando le tensioni iniziali durante la fabbricazione, la brasatura laser migliora l'affidabilità ai cicli termici della giunzione.
Integrità della Sigillatura
La fusione localizzata consente la formazione di una sigillatura ermetica senza il rischio di deformare le superfici di accoppiamento. Ciò garantisce una barriera costante e a prova di perdite, essenziale per le prestazioni del sensore.
Comprendere i Compromessi
Requisiti di Linea di Vista
Sebbene la brasatura laser offra precisione, richiede un accesso diretto alla giunzione. A differenza della brasatura in forno, che riscalda per convezione o irraggiamento attraverso una camera, il fascio laser deve avere un percorso fisico chiaro verso la lega brasante.
Complessità del Processo
Ottenere l'"apporto energetico ad alta precisione" descritto richiede sistemi di controllo sofisticati. Ciò introduce un livello di complessità del processo per quanto riguarda l'allineamento e la messa a fuoco del fascio, generalmente superiore alla natura "batch and bake" della brasatura in forno.
Fare la Scelta Giusta per il Tuo Obiettivo
Per determinare se la brasatura attiva laser è la soluzione di produzione corretta per la tua applicazione specifica, considera le tue metriche prioritarie:
- Se la tua priorità principale è la stabilità dimensionale: la brasatura laser è la scelta superiore perché previene la contrazione globale del metallo che deforma i componenti.
- Se la tua priorità principale è la longevità del componente: la riduzione delle macro-tensioni termiche fornite dalla brasatura laser si tradurrà direttamente in prestazioni migliori durante i cicli termici ripetitivi.
Per i sensori microenergetici dove la precisione è non negoziabile, la capacità di isolare il calore è il fattore più critico per garantire il successo della produzione.
Tabella Riassuntiva:
| Caratteristica | Brasatura Attiva Laser | Brasatura Tradizionale in Forno |
|---|---|---|
| Apporto Energetico | Altamente Localizzato (Punto Focale) | Globale (Intero Componente) |
| Stress Termico | Macro-Stress Minimo | Stress Elevato da Contrazione |
| Zona Termicamente Alterata | Estremamente Piccola | Ampia/Globale |
| Accuratezza Dimensionale | Stabilità Superiore | Alto Rischio di Distorsione |
| Sicurezza del Componente | Protegge Parti Sensibili al Calore | Rischio di Danni Termici |
| Complessità | Alta (Richiede Linea di Vista) | Inferiore (Lavorazione in Lotti) |
Migliora la Tua Precisione di Produzione con KINTEK
Stai riscontrando problemi di distorsione termica nei tuoi assemblaggi di microsensori? KINTEK fornisce la tecnologia termica all'avanguardia necessaria per garantire che i tuoi componenti soddisfino le tolleranze dimensionali più rigorose. Supportati da ricerca e sviluppo esperti e da una produzione di livello mondiale, offriamo una gamma completa di sistemi Muffle, Tube, Rotary, Vacuum e CVD, tutti completamente personalizzabili per le tue esigenze uniche di laboratorio o industriali. Sia che tu richieda un riscaldamento localizzato preciso o una brasatura in forno a atmosfera controllata, i nostri esperti sono qui per aiutarti a ottimizzare il tuo processo per la massima affidabilità.
Pronto a migliorare l'efficienza del tuo laboratorio e la longevità del prodotto? Contatta KINTEK oggi stesso per discutere la tua soluzione personalizzata!
Riferimenti
- Jian Feng, Antonio Hurtado. Active Brazing for Energy Devices Sealing. DOI: 10.3390/jeta2010001
Questo articolo si basa anche su informazioni tecniche da Kintek Furnace Base di Conoscenza .
Prodotti correlati
Domande frequenti
- Qual è il significato della brasatura sottovuoto nella produzione moderna? Ottenere giunti forti e puri per applicazioni critiche
- Qual è la temperatura di una brasatura in forno a vuoto? Ottimizza la forza e la pulizia del tuo giunto
- Quali sono i vantaggi dell'utilizzo di forni per il trattamento termico sotto vuoto per le leghe metalliche? Ottenere proprietà e prestazioni metalliche superiori
- Quali sono i passaggi coinvolti in un tipico trattamento di brasatura sotto vuoto? Padroneggia il processo per giunti puliti e resistenti
- Quali sono i vantaggi dell'utilizzo di un forno a trattamento termico sottovuoto? Ottenere una qualità del materiale e un controllo superiori
